ГОСТ 3262-75
| Скачать |
ТРУБЫ СТАЛЬНЫЕ ВОДОГАЗОПРОВОДНЫЕ
Технические условия
Water-supply and gas-supply steel pipes . Specifications
ГОСТ 3262-75
ОКП 13 8500, ОКП 13 8501
Дата введения 01.01.77
Настоящий стандарт распространяется на неоцинкованные и оцинкованные стальные сварные трубы с нарезанной или накатанной цилиндрической резьбой и без резьбы, применяемые для водопроводов и газопроводов, систем отопления, а также для деталей водопроводных и газопроводных конструкций.
(Измененная редакция, Изм. №2, 3, 5).
1. СОРТАМЕНТ
1.1. Трубы изготовляют по размерам и массе, приведенным в табл. 1.
По требованию потребителя трубы легкой серии, предназначенные под накатку резьбы, изготовляют по размерам и массе, приведенным в табл. 2.
(Измененная редакция, Изм. № 1, 3).
1.2. По длине трубы изготовляют от 4 до 12 м:
мерной или кратной мерной длины с припуском на каждый рез по 5 мм и продольным отклонением на всю длину плюс 10 мм;
немерной длины.
По согласованию изготовителя с потребителем в партии немерных труб допускается до 5 % труб длиной от 1,5 до 4 м.
(Измененная редакция, Изм. № 3, 4).
Т а б л и ц а 1

Т а б л и ц а 2
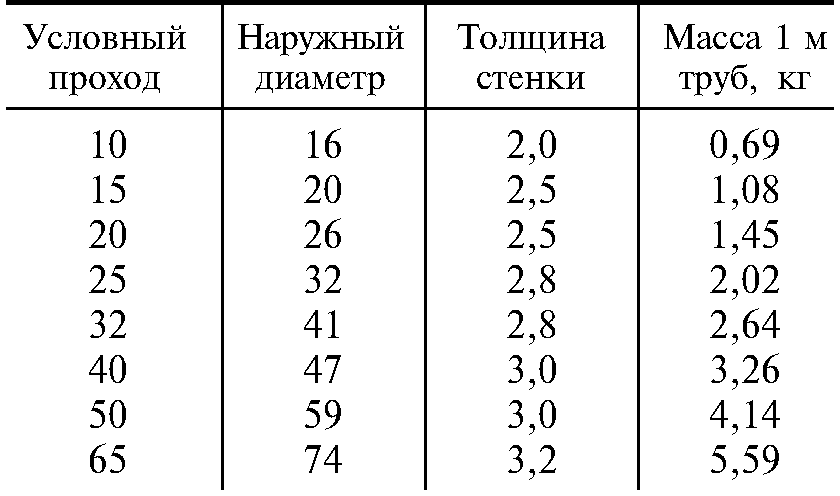
П р и м е ч а н и я:
1. Для резьбы, изготовленной методом накатки, на трубе допускается уменьшение еевнутреннего диаметра до 10 % по всей длинерезьбы.
2. Масса 1 м труб подсчитана при плотности стали, равной 7,85 г/см3. Оцинкованныетрубы тяжелее неоцинкованных на 3 %.
1.3. Предельные отклонения по размерам труб не должны превышать указанных в табл. 3.
Т а б л и ц а 3

П р и м е ч а н и я:
1. Предельное отклонение в плюсовую сторону по толщине стенки ограничивается предельными отклонениями по массе труб.
2. Трубы обычной точности изготовления применяют для водопроводов, газопроводов и систем отопления. Трубы повышенной точности изготовления применяют для деталей водопроводных и газопроводных конструкций.
(Измененная редакция, Изм. № 3).
1.4. Предельные отклонения по массе труб не должны превышать +8 %.
По требованию потребителя предельные отклонения по массе не должны превышать:
+7,5 % — для партии;
+ 10 % — для отдельной трубы.
(Измененная редакция, Изм. № 2, 5).
1.5. Кривизна труб на 1 м длины не должна превышать:
2 мм — с условным проходом до 20 мм включ.;
1,5 мм — с условным проходом свыше 20 мм.
1.6. Резьба на трубах может быть длинной или короткой. Требования к резьбе должны соответствовать указанным в табл. 4.
Т а б л и ц а 4

1.7. Трубы с условным проходом 6, 8, 10, 15 и 20 мм по требованию потребителя сматывают вбухты.
П р и м е р ы у с л о в н ы х о б о з н а ч е н и й
Труба обыкновенная, неоцинкованная, обычной точности изготовления, немерной длины, с условным проходом 20 мм, толщиной стенки 2,8 мм, без резьбы и без муфты:
Труба 20 -2,8 ТОСТ 3262-75
То же, с муфтой:
Труба М-20 -2,8 ТОСТ 3262-75
То же, мерной длины, с резьбой:
Труба Р-20 2,8-4000 ТОСТ 3262-75
То же, с цинковым покрытием, немерной длины, с резьбой:
Труба Ц-Р-20 -2,8 ТОСТ 3262-75
То же, с цинковым покрытием, мерной длины, с резьбой:
Труба Ц-Р-20 -2,8-4000 ТОСТ 3262-75
Для труб под накатку резьбы в условном обозначении после слова «труба» указывается буква Н.
Для труб с длинной резьбой в условном обозначении после слова «труба» указывается буква Д.
Для труб повышенной точности изготовления в условном обозначении после размера условного прохода указывается буква П.
(Измененная редакция, Изм. № 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Трубы изготовляют в соответствии с требованиями настоящего стандарта и по технологическим регламентам, утвержденным в установленном порядке, из сталей по ГОСТ 380 и ГОСТ 1050без нормирования механических свойств и химического состава.
Трубы для деталей водопроводных и газопроводных конструкций изготовляют из сталей по ГОСТ 1050.
2.2. По требованию потребителя на концах труб, подлежащих сварке, толщиной стенки 5 мм иболее, должны быть сняты фаски под углом 35—40° к торцу трубы. При этом должно быть оставленоторцовое кольцо шириной 1—3 мм.
По требованию потребителя на обыкновенных и усиленных трубах с условным проходом более 10 мм резьбу наносят на оба конца трубы.
2.1, 2.2. (Измененная редакция, Изм. № 3, 4).
2.3. По требованию потребителя трубы укомплектовывают муфтами, изготовленными по ГОСТ8944, ГОСТ 8954, ГОСТ 8965 и ГОСТ 8966, из расчета одна муфта на каждую трубу.
(Измененная редакция, Изм. № 3).
2.4. На поверхности труб не допускаются трещины, плены, вздутия и закаты.
На торцах труб не допускаются расслоения.
Допускаются отдельные вмятины, рябизна, риски, следы зачистки и другие дефекты, обусловленные способом производства, если они не выводят толщину стенки за минимальные размеры, а также слой окалины, не препятствующий осмотру.
На трубах, изготовленных методом печной сварки, допускается в месте шва уменьшение наружного диаметра до 0,5 мм при наличии в этом месте пологого утолщения по внутреннему диаметру не более 1,0 мм.
(Измененная редакция, Изм. № 3, 4).
2.5. По требованию потребителя на трубах с условным проходом 20 мм и более на внутреннейповерхности шва труб грат должен быть срезан или сплющен, при этом высота грата или его следовне должна превышать 0,5 мм.
По требованию потребителя на трубах условным проходом более 15 мм, изготовленных методом печной сварки и способом горячего редуцирования, на внутренней поверхности труб в зоне шва допускается пологое утолщение высотой не более 0,5 мм.
(Измененная редакция, Изм. № 2, 3, 4, 5, 6).
2.6. Концы труб должны быть обрезаны под прямым углом. Допускается величина скоса торцане более 2°. Остатки заусенцев не должны превышать 0,5 мм. При снятии заусенцев допускаетсяобразование притупления (закругления) торцов. Допускается порезка труб в линии стана.
По согласованию изготовителя с потребителем на трубах с условным проходом 6—25 мм, изготовленных методом печной сварки, допускаются заусенцы до 1 мм.
(Измененная редакция, Изм. № 4, 6).
2.7. Оцинкованные трубы должны иметь сплошное цинковое покрытие по всей поверхноститолщиной не менее 30 мкм. Допускается отсутствие цинкового покрытия на торцах и резьбе труб.
На поверхности оцинкованных труб не допускается пузырчатость и посторонние включения (гартцинк, окислы, спекшаяся шихта), отслаивание покрытия от основного металла.
Допускаются отдельные флюсовые пятна и следы захвата труб подъемными приспособлениями, шероховатость и незначительные местные наплывы цинка.
Допускается исправление отдельных неоцинкованных участков на 0,5 % наружной поверхности трубы по ГОСТ 9.307.
(Измененная редакция, Изм. № 3, 4).
2.8. Трубы должны выдерживать гидравлическое давление:
2,4 МПа (25 кгс/см2) — трубы обыкновенные и легкие;
3,1 МПа (32 кгс/см2) — трубы усиленные.
По требованию потребителя трубы должны выдерживать гидравлическое давление 4,9 МПа (50 кгс/см2).
2.9. Трубы с условным проходом до 40 мм включительно должны выдерживать испытание назагиб вокруг оправки радиусом, равным 2,5 наружного диаметра, а с условным проходом 50 мм —на оправке радиусом, равным 3,5 наружного диаметра.
По требованию потребителя трубы должны выдерживать испытание на раздачу:
для труб c условным проходом от 15 до 50 мм — не менее 7 %;
для труб с условным проходом 65 мм и более — не менее 4 %.
По требованию потребителя трубы должны выдерживать испытание на сплющивание до расстояния между сплющенными поверхностями, равного 2/3 наружного диаметра труб.
2.8, 2.9. (Измененная редакция, Изм. № 2, 3, 5).
2.10. По требованию потребителя механические свойства труб для деталей водопроводных игазопроводных конструкций должны соответствовать ГОСТ 1050.
2.11. Резьба труб должна быть чистой, без рванин и заусенцев и соответствовать ГОСТ 6357,классу точности В.
Трубы с цилиндрической резьбой применяются при сборке с уплотнителями.
2.10, 2.11. (Измененная редакция, Изм. № 3, 4).
2.12. В месте шва допускается чернота на нитках резьбы, если уменьшение нормальной высотыпрофиля резьбы не превышает 15 %, а по требованию потребителя не превышает 10 %.
Допускаются на резьбе нитки с сорванной (для нарезанной) или неполной (для накатанной) резьбой при условии, что их длина в сумме не превышает 10 % требуемой длины резьбы, а потребованию потребителя не превышает 5 %.
2.13. Допускается на резьбе уменьшение полезной длины резьбы (без сбега) до 15 % по сравнению с указанной в табл. 4, а по требованию потребителя — до 10 %.
2.12, 2.13. (Измененная редакция, Изм. № 2, 3, 5).
2.14. Нанесение резьбы на оцинкованные трубы проводят после оцинкования.
2.15. (Исключен, Изм. № 3).
2.16. По требованию потребителя сварные швы труб подвергают контролю неразрушающимиметодами.
(Измененная редакция, Изм. № 5).
3. ПРАВИЛА ПРИЕМКИ
3.1. Трубы принимают партиями. Партия должна состоять из труб одного размера, одной маркистали и сопровождаться одним документом о качестве в соответствии с ГОСТ 10692 с дополнениемдля труб, предназначенных для изготовления деталей водопроводных и газопроводных конструкций, из стали по ГОСТ 1050; химический состав и механические свойства стали — в соответствии сдокументом о качестве предприятия—изготовителя заготовки.
Масса партии — не более 60 т.
(Измененная редакция, Изм. № 3, 4).
3.2. Проверке поверхности, размеров и кривизны подвергают каждую трубу партии.
Допускается применять статистические методы контроля по ГОСТ 18242 с нормальным уровнем. Планы контроля устанавливаются по согласованию изготовителя с потребителем.
Контроль наружного диаметра труб проводят на расстоянии не менее 15 мм от торца трубы.
(Измененная редакция, Изм. № 3, 4, 5).
3.3. Для контроля параметров резьбы, для испытания на раздачу, сплющивание, загиб, высотувнутреннего грата, остатки заусенцев, прямой угол и угол фаски (для труб со скошенными кромками), механических свойств отбирают не более 1 %, но не менее двух труб от партии, а для труб,изготовленных методом непрерывной печной сварки, — две трубы от партии.
(Измененная редакция, Изм. № 3, 4).
3.4. Контролю массы подвергают все трубы.
(Измененная редакция, Изм. № 3).
3.5. Испытанию гидравлическим давлением подвергают каждую трубу. При 100 %-ном контроле качества сварного шва неразрушающими методами испытание гидравлическим давлением допускается не проводить. При этом способность труб выдерживать испытательное гидравлическое давление гарантируется.
(Измененная редакция, Изм. № 6).
3.6. Для проверки толщины цинкового покрытия на наружной поверхности и в доступныхместах внутренней поверхности отбирают две трубы от партии.
(Измененная редакция, Изм. № 2).
3.7. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей по нему проводят повторные испытания на удвоенной выборке.
Результаты повторных испытаний распространяются на всю партию.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Для контроля качества от каждой отобранной трубы вырезают по одному образцу длякаждого вида испытаний.
Испытание на растяжение проводят по ГОСТ 10006. Допускается взамен испытания на растяжение проводить контроль механических свойств неразрушающими методами.
(Измененная редакция, Изм. № 3, 6).
4.2. Осмотр поверхности труб проводят визуально.
4.3. Гидравлическое испытание проводят по ГОСТ 3845 с выдержкой под пробным давлениемне менее 5 с.
4.4. Испытание на загиб проводят по ГОСТ 3728. Оцинкованные трубы испытывают до нанесения покрытия.
(Измененная редакция, Изм. № 3).
4.4а. Испытание на раздачу проводят по ГОСТ 8694 на конической оправке с углом конусности 6°.
Допускается проведение испытания на оправке с углом конусности 30°.
(Измененная редакция, Изм. № 3, 4).
4.46. Испытание на сплющивание проводят по ГОСТ 8695.
(Измененная редакция, Изм. № 3).
4.4в. Контроль сварного шва проводят неразрушающими методами по нормативной документации.
(Введен дополнительно, Изм. № 3).
4.5. Толщину цинкового покрытия на наружной поверхности и в доступных местах внутреннейповерхности контролируют по ГОСТ 9.301 и ГОСТ 9.302, а также приборами типов МТ-41НЦ,МТЗОН или типа «Импульс» по нормативной документации.
4.6. Резьбу проверяют резьбовыми калибрами-кольцами по ГОСТ 2533 (третий класс точности).
При этом ввинчиваемость непроходного калибра-кольца на резьбу должна быть не более трех оборотов.
(Измененная редакция, Изм. № 3, 4).
4.7. Кривизну труб контролируют поверочной линейкой по ГОСТ 8026 и набором щуповпо НД.
(Измененная редакция, Изм. № 3, 5).
4.8. Прямой угол концов труб контролируют угольником 90° размером 160 100 мм класса 3 поГОСТ 3749, пластинчатыми щупами набора 4 по НД или угломером по ГОСТ 5378. Угол скосафаски контролируют угломером по ГОСТ 5378.
(Измененная редакция, Изм. № 3, 6).
4.9. Контроль наружного диаметра проводят гладкими микрометрами по ГОСТ 6507, калибрами-скобами по ГОСТ 2216 или ГОСТ 18360.
Толщину стенки, высоту внутреннего грата и высоту заусенцев измеряют микрометром по ГОСТ 6507 или стенкомером по ГОСТ 11358 с обоих концов трубы.
Длину труб измеряют рулеткой по ГОСТ 7502. Резьбу контролируют калибрами по ГОСТ 2533.
Контроль массы партии труб проводят на весах не более 10 т с ценой деления не более 20 кг.
(Измененная редакция, Изм. № 3, 4, 5, 6).
4.10. Контроль сварного шва проводят неразрушающими методами по технической документации.
(Введен дополнительно, Изм. № 4).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Маркировку, упаковку, транспортирование и хранение проводят по ГОСТ 10692 с дополнением.
5.1.1. Резьба труб должна быть защищена от механических повреждений и коррозии смазкой понормативной документации.
Разд. 5. (Измененная редакция, Изм. № 3).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССРРАЗРАБОТЧИКИ
В. И. Стружок, канд. техн. наук; В. М. Ворона, канд. техн. наук; Ю. М. Миронов, канд. техн. наук; А. И. Постолова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССРпо стандартам от 11.09.75 № 2379
3. Периодичность проверки — 5 лет
4. ВЗАМЕН ГОСТ 3262—62
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ

6. Ограничения срока действия снято Постановлением Госстандарта от 12.11.91 № 1726
7. ИЗДАНИЕ с Изменениями № 1, 2, 3, 4, 5, 6, утвержденными январе 1987 г., мае 1988 г., ноябре 1989 г., ноябре 1991 г.2—90, 2—92)
в ноябре 1977 г., декабре 1978 г., (ИУС 1—78, 2—79, 4—87, 8—88,
На территории Российской Федерации действует ГОСТ Р 50779.71—99.