ГОСТ 9567-75
| Скачать |
ТРУБЫ СТАЛЬНЫЕ ПРЕЦИЗИОННЫЕ
Сортамент
Precision steel tubes. Range
ГОСТ 9567-75
МКС 23.040.10 ОКП 13 4400, 13 5100
Дата введения 01.01.77
1. Настоящий стандарт распространяется на стальные трубы повышенной точности изготовленияпосле холодного передела и после горячей прокатки.
Стандарт полностью соответствует СТ СЭВ 1483—78 и ИСО 4200.
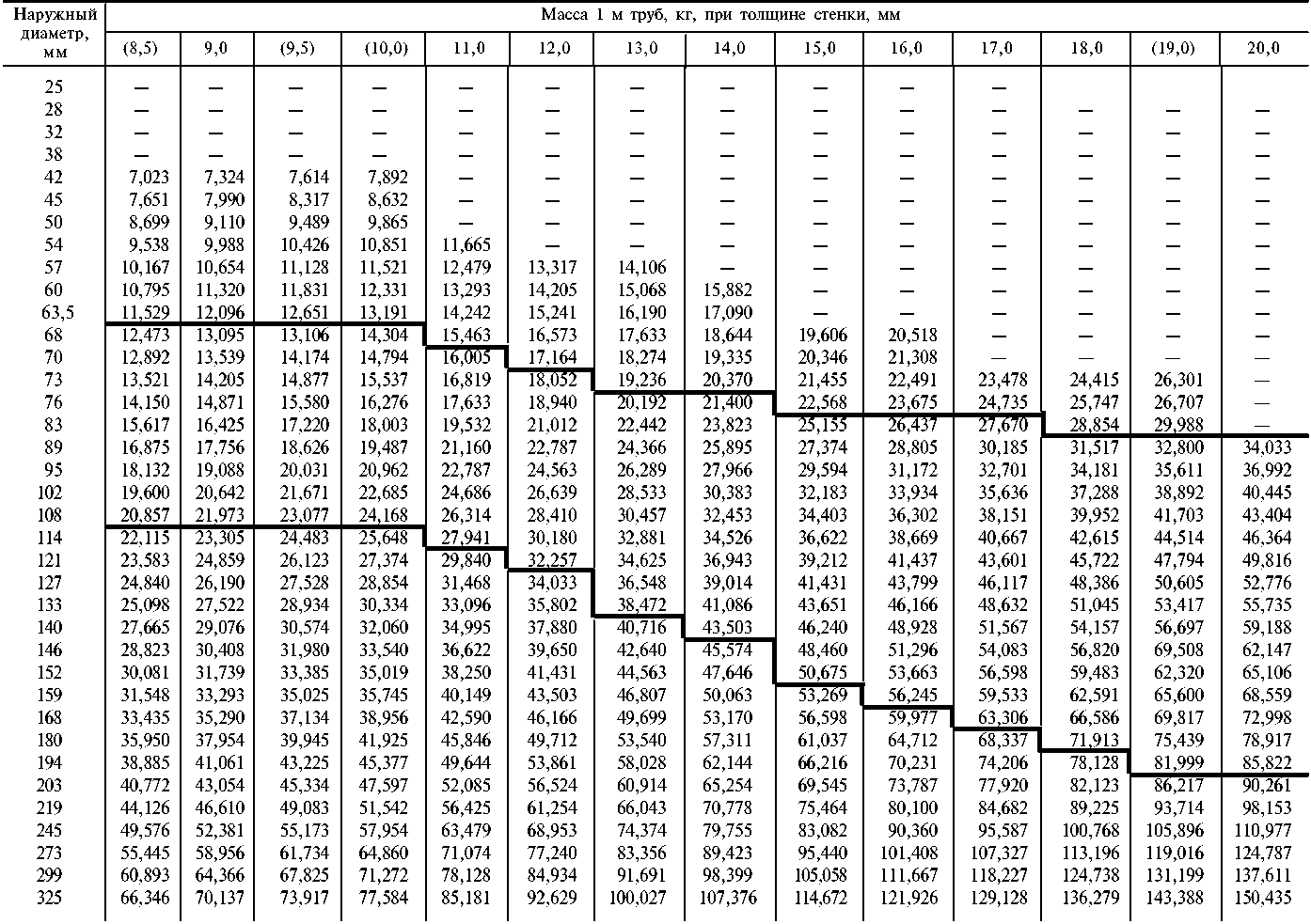
2. Размеры и масса 1 м горячекатаных труб должны соответствовать указанным в табл. 1, холоднокатаных и холоднотянутых — в табл. 2.
1, 2. (Измененная редакция, Изм. № 1).
3. В зависимости от соотношения наружного диаметра DH и толщины стенки s холоднодеформированные трубы изготавливаются:
особотонкостенными — при DH/s более 40 и диаметром 20 мм и менее со стенкой 0,5 мм и менее; тонкостенными — при DH/s от 12,5 до 40 включ. и диаметром 20 мм и менее со стенкой 1,5 мм;толстостенными — при DH/s от 6 до 12,5;особотолстостенными — при DH/s менее 6.
4. Горячекатаные трубы изготавливаются:немерной длины — от 4 до 12 м;мерной длины — от 4 до 8 м;
длины, кратной мерной, — до 8 м с припуском на каждый рез 5 мм; по требованию потребителя может устанавливаться другой припуск.
Трубы мерной длины более 8 м изготавливаются по соглашению изготовителя с потребителем. Предельное отклонение по длине труб мерной и кратной мерной длины должно быть + 15 мм.
5. Холоднодеформированные трубы изготавливаются:немерной длины — от 1 до 11,5 м;
мерной длины — от 4,5 до 9 м;
длины, кратной мерной, — до 9 м с припуском на каждый рез 5 мм; по требованию потребителя может устанавливаться другой припуск.
Предельное отклонение по длине труб мерной и кратной мерной длины должно быть + 10 мм.
П р и м е ч а н и е. По соглашению изготовителя с потребителем допускается изготовление труб длиной более 11,5 мм.
Таблица 1

Продолжение табл. 1
Окончание табл. 1

1. Трубы размеров, масса которых находится за пределами жирной линии, изготовляются по соглашению изготовителя с потребителем.
2. Масса 1 м труб вычислена по формуле Р = 0,02466 • s (Ds—s), где Т>н—наружный диаметр, мм; s—толщина стенки, мм. Плотность стали принятаравной 7,850 г/см3.
3. Размеры, взятые в скобки, при проектировании нового оборудования применять не рекомендуется.
Таблица 2

Продолжение табл. 2

Продолжение табл. 2

Продолжение табл. 2

Примечания:
1. Трубы размеров, масса которых находится за пределами жирной линии, а также наружным диаметром 100—250 мм с соотношением DH/s более 50и трубы с соотношением DH/s менее 4, изготавливаются по соглашению изготовителя с потребителем.
2. Масса 1 м труб вычислена по формуле Р = 0,02466 • s (Ds—s), где Т>н—наружный диаметр, мм; s—толщина стенки, мм. Плотность стали принята равной 7,850 г/см3.
6. Предельные отклонения размеров труб не должны превышать:
а) горячекатаных:
п о н а р у ж н о м у д и а м е т р у ± 0,35 мм — при диаметре до 50 мм включ.,
± 0,8 % — при диаметре более 50 до 219 мм включ.,
± 1,0 % — при диаметре более 219 мм,
±0,5 % — при диаметре от 68 до 194 мм включ. с соотношением DH/s, равным 4—10;
п о т о л щ и н е с т е н к и
±10% — при толщине стенки до 15 мм включ.,
±8% — при толщине стенки более 15 мм,
±6% — при толщине стенки от 7 до 45 мм с соотношением DH/s, равным 4—10.
В местах исправления дефектов горячекатаных труб предельные отклонения должны соответствовать требованиям ГОСТ 8732, табл. 2, для труб повышенной точности изготовления;
б) холоднодеформированных:
п о н а р у ж н о м у д и а м е т р у ±0,10 мм — при диаметре до 30 мм включ.,
±0,15 мм — при диаметре от 32 до 40 мм включ.,
±0,20 мм — при диаметре от 42 до 50 мм включ.,
±0,25 мм — при диаметре от 51 до 60 мм включ.,
±0,30 мм — при диаметре от 63 до 70 мм включ.,
±0,35 мм — при диаметре от 73 до 80 мм включ.,
±0,40 мм — при диаметре от 83 до 90 мм включ.,
±0,45 мм — при диаметре от 95 до 108 мм включ.,
±0,50 мм — при диаметре от 110 до 120 мм включ.,
±0,8 % — при диаметре 130 мм и более;
п о т о л щ и н е с т е н к и (для труб диаметром 5—108 мм)
±0,05 мм — при толщине стенки от 0,2 до 0,8 мм включ.,
±7,5 % — при толщине стенки более 0,8 до 5 мм включ.,
±6,0 % — при толщине стенки более 5 мм;
п о т о л щ и н е с т е н к и (для труб диаметром 110—250 мм)
±10 % — при толщине стенки до 2,5 мм включ.,
+10 -75 % — при толщине стенки более 2,5 до 5 мм включ.,
±7,5 % — при толщине стенки более 5 мм.
Для труб с соотношением DH/s, равным 4—10, в местах исправления дефектов допускается уточнение стенки до минус 8 % номинального значения.
При поставке холоднодеформированных труб с соотношением DH/s , равным 50 и более, в термически обработанном состоянии предельные отклонения по наружному диаметру устанавливаются по соглашению изготовителя с потребителем.
4—6. (Измененная редакция, Изм. № 2).
7. По требованию потребителя допускается изготовление труб повышенной точности только поодному параметру.
В этом случае предельные отклонения по другому параметру должны соответствовать для горячекатаных труб ГОСТ 8732, а для остальных — ГоСт 8734.
8. Трубы изготавливаются по наружному диаметру и толщине стенки.
По требованию потребителя трубы после холодного передела могут изготавливаться по внутреннему диаметру и толщине стенки.
Предельные отклонения по внутреннему диаметру труб при внутреннем диаметре более 10 мм должны соответствовать предельным отклонениям по наружному диаметру. При внутреннем диаметретруб менее 10 мм предельные отклонения устанавливаются соглашением изготовителя с потребителем.
9. Овальность и разностенность труб не должны выводить размеры труб за предельные отклоненияпо наружному диаметру и толщине стенки.
10. Кривизна труб на участке длиной 1 м не должна превышать:
1,5 мм — для горячекатаных труб;
2,0 мм — для холоднодеформированных труб диаметром до 10 мм и 1,5 мм — для труб диаметром свыше 10 мм.
Для труб с соотношением DH/s , равным 50 и более, изготавливаемых без термической обработки, нормы кривизны не регламентируются.
По требованию потребителя трубы изготовляют с уменьшенной кривизной, нормы устанавливают по согласованию изготовителя с потребителем.
(Измененная редакция, Изм. № 2).
11. Технические требования на горячекатаные трубы — по ГОСТ 8731, на холоднодеформированные — по ГОСТ 8733.
П р и м е р ы у с л о в н ы х о б о з н а ч е н и й:
Труба горячекатаная немерной длины, наружным диаметром 60 мм повышенной точности, с толщиной стенки 4 мм обычной точности, из стали марки 20, с поставкой по химическому составу имеханическим свойствам по ГОСТ 8731, группа В:

То же, холоднодеформированная внутренним диаметром 18 мм обычной точности, с толщиной стенки 1 мм повышенной точности, из стали марки 20, с поставкой по химическому составу по ГОСТ8733, группа Б:

То же, немерной длины, повышенной точности по диаметру и толщине стенки, без нормирования механических свойств и химического состава, но с нормированием гидравлического давления поГОСТ 8733, группа Д:

То же, длиной 4000 мм (мерной длины), повышенной точности по толщине стенки, из стали марки 40Х, с поставкой по механическим свойствам, определенным на термообработанных образцах, и похимическому составу по ГОСТ 8733, группа Г:

То же, длиной, кратной 1250 мм, повышенной точности по диаметру и толщине стенки, из стали марки 10, с поставкой по химическому составу по ГОСТ 8733, группа Б:

То же, холоднодеформированная наружным диаметром 8 мм повышенной точности, с толщиной стенки 0,3 мм обычной точности, немерной длины, из стали марки 20, с поставкой по химическомусоставу и механическим свойствам по ГОСТ 8733, группа В:

ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартовСовета Министров СССР от 31.12.75 № 4122
2. ВЗАМЕН ГОСТ 9567-60
3. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ

4. Ограничение срока действия снято Постановлением Госстандарта СССР от 30.10.91 № 1691
5. ИЗДАНИЕ с Изменениями № 1, 2, утвержденными в ноябре 1981 г., сентябре 1986 г.(ИУС 2-82, 11-86)