




ГОСТ 34028-2016
| Скачать |
ПРОКАТ АРМАТУРНЫЙ ДЛЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Технические условия
Re inforcing rolled products for reinforced concrete constructions. Specifications
Дата введения — 2018-01-01
1 Область применения
Настоящий стандарт распространяется на арматурный прокат гладкого и периодического про филей классов А240, А400, А500 и А600. предназначенный для применения при армировании сборных железобетонных конструкций и при возведении монолитного железобетона, а также на арматурный прокат периодического профиля классов Ап600, А800 и А1000. предназначенный для применения при армировании предварительно напряженных железобетонных конструкций.
Арматурный прокат изготовляют из нелегированной и легированной стали.
Настоящий стандарт устанавливает стандартные технические требования к арматурному прокату, а также дополнительный набор технических требований в зависимости от его назначения.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 8.051—81 Государственная система обеспечения единства измерений. Погрешности, до пускаемые при измерении линейных размеров до 500 мм
ГОСТ 8.207—76 Государственная система обеспечения единства измерений. Прямые измерения с многократными наблюдениями. Методы обработки результатов наблюдений. Основные положения*
ГОСТ 12.1.005—88 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.3.002—75 Система стандартов безопасности труда. Процессы производственные. Об щие требования безопасности
ГОСТ 503—81 Лента холоднокатаная из низкоуглеродистой стали. Технические условия
ГОСТ 2590—2006 Прокат сортовой стальной горячекатаный круглый. Сортамент
ГОСТ 2603— 79 Реактивы. Ацетон. Технические условия
ГОСТ 3282—74 Проволока стальная низкоуглеродистая общего назначения. Технические условия ГОСТ 4142—77 Реактивы. Кальций азотнокислый 4-водный. Технические условия
ГОСТ 7564—97 Прокат. Общие правила отбора проб, заготовок и образцов для механических и технологических испытаний
ГОСТ 7565—81 (ИСО 377-2—89) Чугун, сталь и сплавы. Метод отбора проб для определения химического состава
ГОСТ 7566—94 Металлопродукция. Приемка, маркировка, упаковка, транспортирование и хра нение
ГОСТ 10922—2012 Арматурные и закладные изделия, их сварные, вязаные и механические со единения для железобетонных конструкций. Общие технические условия
ГОСТ 12004—81 Сталь арматурная. Методы испытания на растяжение
ГОСТ 12026—76 Бумага фильтровальная лабораторная. Технические условия
ГОСТ 12354—81 Стали легированные и высоколегированные. Методы определения молибдена
ГОСТ 12359—99 (ИСО 4945—77) Стали углеродистые, легированные и высоколегированные. Методы определения азота
ГОСТ 12360—82 Стали легированные и высоколегированные. Методы определения бора
ГОСТ 12361—2002 Стали легированные и высоколегированные. Методы определения ниобия
ГОСТ 12365—84 Стали легированные и высоколегированные. Методы определения циркония
ГОСТ 14019—2003 (ИСО 7438:1985) Материалы металлические. Метод испытания на изгиб
ГОСТ 14098—2014 Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры
ГОСТ 18895—97 Сталь. Метод фотоэлектрического спектрального анализа
ГОСТ 21014—88 Прокат черных металлов. Термины и определения дефектов поверхности
ГОСТ 22536.0—87 Сталь углеродистая и чугун нелегированный. Общие требования к методам анализа
ГОСТ 22536.1—88 Сталь углеродистая и чугун нелегированный. Методы определения общегоуглерода и графита
ГОСТ 22536.2—87 Сталь углеродистая и чугун нелегированный. Методы определения серы
ГОСТ 22536.3—88 Сталь углеродистая и чугун нелегироваиный. Методы определения фосфора
ГОСТ 22536.4—88 Сталь углеродистая и чугун нелегированный. Методы определения кремния
ГОСТ 22536.5—87 (ИСО 629—82) Сталь углеродистая и чугун нелегироеанный. Методы определения марганца
ГОСТ 22536.6—88 Сталь углеродистая и чугун нелегированный. Методы определения мышьяка
ГОСТ 22536.7—88 Сталь углеродистая и чугун нелегированный. Методы определения хрома
ГОСТ 22536.8—87 Сталь углеродистая и чугун нелегированный. Методы определения меди
ГОСТ 22536.9—88 Сталь углеродистая и чугун нелегированный. Методы определения никеля
ГОСТ 22536.10—88 Сталь углеродистая и чугун нелегированный. Методы определения алюминия
ГОСТ 22536.11—87 Сталь углеродистая и чугун нелегироеанный. Методы определения титана
ГОСТ 22536.12—88 Сталь углеродистая и чугун нелегированный. Методы определения ванадия
ГОСТ 22867—77 Реактивы. Аммоний азотнокислый. Технические условия
ГОСТ 23732—2011 Вода для бетонов и строительных растворов. Технические условия
ГОСТ 26007—83 Расчеты и испытания на прочность. Методы механических испытаний металлов. Методы испытания на релаксацию напряжений
ГОСТ 26877—2008 Металлопродукция. Методы измерений отклонений формы
ГОСТ 27809—95 Чугун и сталь. Методы спектрографического анализа
ГОСТ 30136—95 (ИСО 8457-1—89) Катанка из углеродистой стали обыкновенного качества. Технические условия
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылоч ных стандартов в информационной системе общего пользования — на официальном сайте Федерального агент ства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указа телю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (изменен ным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
* В Российской Федерации действует ГОСТ Р8.736—2011«Государственная система обеспечения единства измерений. Измерения прямые многократные. Методы обработки результатов измерений. Основные положения».
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 арматурный прокат периодического профиля: Прокат в прутках или мотках с равномерно расположенными на его поверхности под углом к его продольной оси поперечными ребрами для улуч шения сцепления с бетоном.
3.2 арматурный прокат гладкого профиля: Прокат в прутках или мотках, поверхность которого не имеет периодического профиля.
3.3 класс арматурного проката: Установленное стандартом минимальное значение физического (δT) или условного (δ0,2) предела текучести (Н/мм2).
3.4 номинальный диаметр dH, мм: Диаметр равновеликого по площади поперечного сечения круглого гладкого проката.
3.5 номинальная площадь поперечного сечения FH,мм2: Площадь поперечного сечения про ката периодического профиля, равная площади поперечного сечения круглого гладкого проката того же номинального диаметра dH.
3.6 параметры периодического профиля арматурного проката: (см. рисунки 1 - 4):
3.6.1 продольное ребро: Непрерывный продольный выступ, образованный вдоль оси арматур ного проката.
3.6.2 поперечное ребро: Ребро, расположенное под углом к продольной оси проката.
3.7 гоомотрическио параметры периодического профиля арматурного проката:
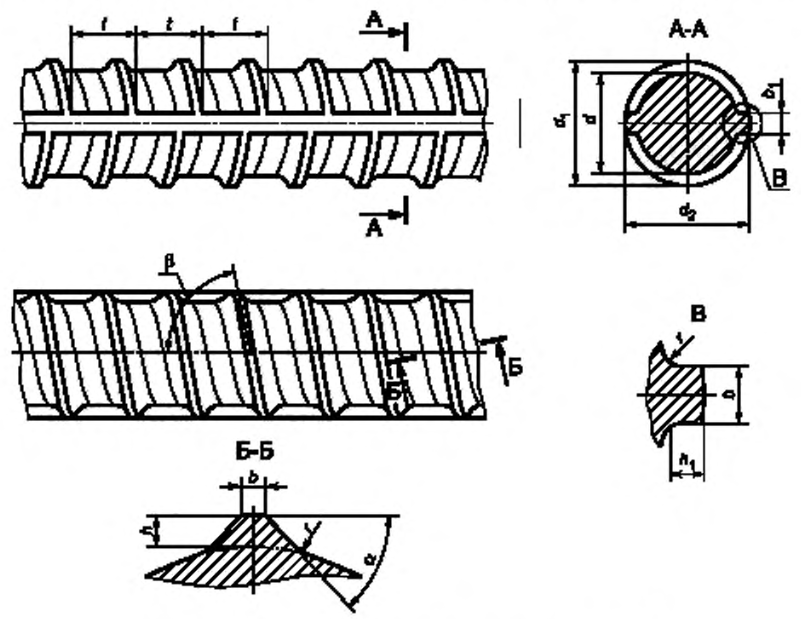
3.7.1 высота ребра h (h1), мм: Расстояние от верхней точки поперечного (продольного) ребра до поверхности тела проката, измеренное перпендикулярно к оси проката (см. рисунки 1— 4).
3.7.2 шаг поперечных ребер t, мм: Расстояние между одноименными соответствующими точками соседних ребер, измеренное вдоль оси проката (см. рисунки 1—4).
3.7.3 суммарное расстояние между концами поперечных ребер ∑ei, мм: Сумма расстояниймежду концами поперечных робер. измеренных в плоскости, перпендикулярной к оси проката (см. ри сунки 1—4).
3.7.4 угол наклона поперечного ребра β, градусы: Угол между осью поперечного ребра и про дольной осью проката (см. рисунки 1—4).
3.7.5 угол наклона боковой поверхности поперечного ребра α, градусы: Угол наклона боко вой поверхности поперечного ребра к поверхности тела проката (см. рисунки 1—4).
3.7.6 ширина ребер b (b1), мм: Размер по ворху трапециевидного поперечного сечения попереч ного (продольного) ребра в его сечении, перпендикулярном коси ребра (см. рисунки 1—4).
3.7.7 овальность, мм: Разность наибольшего и наименьшего размеров поперечного сечения проката по абсолютной величине (без учета знака): d1 и d2— для профилей форм 1ф. 2ф и 4ф (рисунки 1, 2 и 4); di— для профиля формы Зф (рисунок 3).
3.7.8 относительная площадь смятия поперечных ребер периодического профиля fR: Пло щадь проекции поперечных ребер на плоскость, перпендикулярную к оси проката, отнесенная к произ ведению длины окружности номинального диаметра на фактический средний шаг этих ребер.
3.8 вероятное значение параметра: Границы квантильного статистически рассчитанного откло нения параметра, относящегося к материалу или изделию, с достоверной частотой отказов, например. 5 % (Р= 0,95) или 10 % (Р= 0,90) от значений параметров выше браковочного минимального значения или ниже браковочного максимального значения соответственно. Этот качественный уровень относит ся к долговременному уровню оценки качества за длительный период времени.
3.9 браковочное минимальное значение Cmin: Допустимое нижнее значение параметра, ниже которого не может быть результат испытаний.
3.10 браковочное максимальное значение Сmах: Допустимое верхнее значение параметра, выше которого не может быть результат испытаний.
3.11 долговременный контроль уровня качества: Контроль качества арматурного проката, ос нованный на статистической (вероятностной) оценке надежности результатов испытаний за длитель ное время.
3.12 стандартный набор технических требований: Параметры проката для его применения, которые реализуются в широком масштабе как достигнутые заводские требования и нормируются на стоящим стандартом.
3.13 дополнительный набор технических требований: Параметры арматурного проката, от личающиеся от стандартных и ранее не нормировавшиеся отечественными стандартами либо ранее не применявшиеся в широком масштабе, которые устанавливаются по согласованию изготовителя с заказчиком.
3.14 углеродный эквивалент Сэкв, %: Показатель свариваемости, установленное значение ко торого гарантирует отсутствие холодных трещин при сварке, выраженный в виде приведения к мас совой доле углерода суммы массовых долей углорода. марганца, хрома, ванадия, молибдена, меди и никеля.
3.15 азотный эквивалент Nэкв, %: Показатель, характеризующий максимальную массовую долю азота в зависимости от суммарной массовой доли нитридообразующих элементов: алюминия, титана, ниобия и ванадия.
3.16 пруток: Прокат, поставляемый в прямолинейных отрезках.
3.17 моток: Прокат в состоянии поставки, сформированный в мотки после горячей прокатки в по токе прокатного стана или после последующей холодной технологической переработки.
3.18 стойкость против коррозионного растрескивания: Способность арматурного проката не разрушаться в течение заданного времени при совместном воздействии изгибающих или растягиваю щих напряжений и агрессивных сред.
3.19 выносливость при многократно повторяющихся циклических нагрузках: Способность проката периодического профиля сопротивляться разрушению при динамических воздействиях в цикле пульсирующего растяжения, определяемая при испытании на выносливость.
4 Классификация
4.1 Арматурный прокат классифицируют:
4.1.1 По назначению.
- для армирования сборных железобетонных конструкций и возведения монолитного железобетона в зависимости от уровня предела текучести δT (δ0,2), Н/мм2, — по классам: А240, А400, А500. А600;
- для армирования предварительно-напряженных железобетонных конструкций в зависимости отуровня предела текучести (δ0,2). Н/мм2, — по классам: Ап600, А800, А1000.
4.1.2 По конфигурации периодического профиля — на формы: 1ф. 2ф. Зф. 4ф.
4.1.3 По состоянию поставки:
- в прутках мерной длины (МД):
- в прутках мерной длины с немерной (МД1):
- в прутках немерной длины (НД);
- в мотках.
4.1.4 По набору технических требований:
а) со стандартным набором технических требований в соответствии с разделом 5 классов А240, А400, А500, А600, Ап600, А800, А1000:
б) с дополнительным набором технических требований — в соответствии с разделом 6:
1) свариваемый всеми способами сварки — С:
2) категорий пластичности:
- повышенной — Н:
- высокой (для сейсмически стойкого проката) — Е;
3) с требованиями к стойкости против коррозионного растрескивания — К:
4) с требованиями к выносливости при многократно повторяющихся циклических нагрузках — У:
5) с требованиями по релаксации напряжений — Р.
4.1.5 По геометрическим параметрам:
- гладкого профиля — класса А240,
- периодического профиля — классов: А400. А500. А600. АпбОО. А800 и А1000 со стандартным или дополнительным набором технических требований в любой комбинации.
4.1.6 По группам предельных отклонений массы 1 м длины проката периодического профиля — ОМ1 и ОМ2.
4.2 Буквы и цифры в обозначении проката означают:
- А — арматурный прокат;
- Ап — арматурный прокат периодического профиля, предназначенный для применения при армировании предварительно напряженных железобетонных конструкций (для класса Ап600);
- последующие цифры после буквы (букв) А (Ап) — установленное настоящим стандартом минимальное значение физического (δт) или условного (δ0,2) предела текучести в (Н/мм2);
- следующие за цифрами буквы соответствуют условному обозначению дополнительных характеристик технических требований.
5 Стандартные технические требования к арматурному прокату
5.1 Сортамент
5.1.1 Номинальный диаметр, предельные отклонения для класса точности В1, овальность не бо лее 75 % суммы предельных отклонений, кривизна IV класса проката гладкого профиля диаметром до 50 мм включительно и методы измерений должны соответствовать ГОСТ 2590. Для проката диаметром не более 10 мм допускаются предельные отклонения для класса точности В4 по ГОСТ 2590.
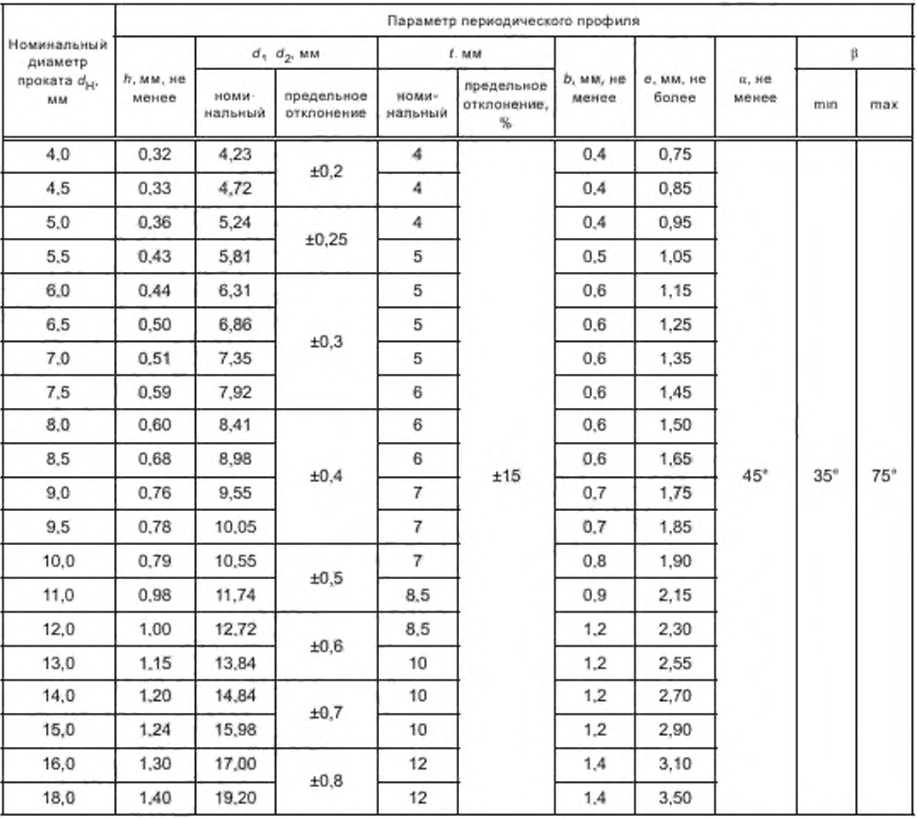
5.1.2 Номинальный диаметр, номинальная площадь поперечного сечения, масса 1 м длины, пре дельные отклонения по массе 1 м длины и способы производства проката периодического профиля должны соответствовать указанным в таблице 1.
Таблица 1 — Номинальные диаметр, площадь поперечного сечения и масса 1 м длины и способы производ ства проката
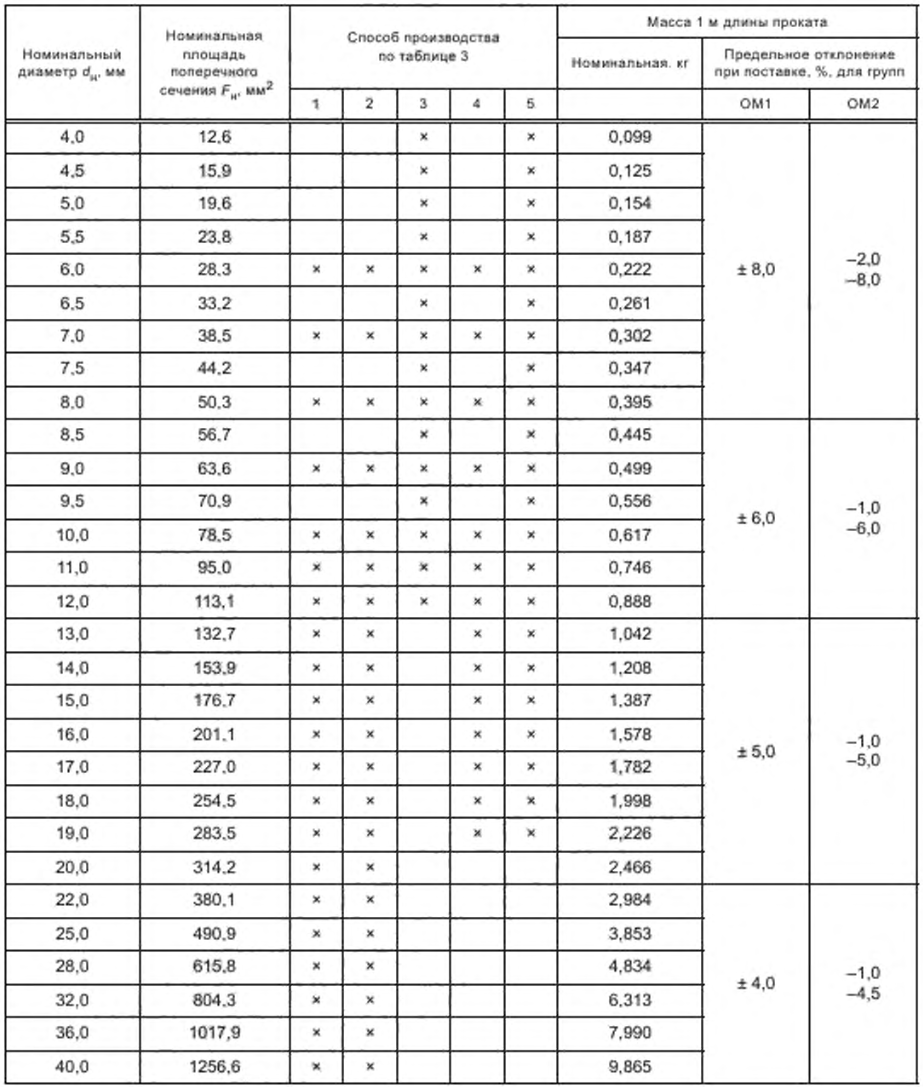
Примечания
1 Знак «*» означает, что данный способ освоен или технически доступен для производства.
2 Для проката, получаемого способом 3 по таблице 3 предельное отклонение ОМ1 для всех размеров должно составлять ± 4.0 %.
3 Прокат классов А800 и А1000 изготовляют номинальным диаметром от 10 до 40 мм включительно.
4 Номинальная масса 1 м длины проката установлена, исходя из номинального диаметра при плотности стали, равной 7.85 г/см3.
5 Предельные отклонения по массе 1 м длины приведены для отдельного прутка (мотка).
6 По согласованию изготовителя с заказчиком допускаются другие отклонения по массе 1 м длины проката.
7 Группу предельных отклонений по массе 1 м длины проката (ОМ1 или ОМ2) оговаривают в заказе. При отсутствии указания в заказе группу отклонений выбирает изготовитель и указывает в документе о качестве.
5.1.3 Прокат классов А240, А400, А500, А600 и Ап600 изготовляют в прутках и мотках.
5.1.4 Прокат классов А800 и А1000 изготовляют в прутках.
5.1.5 Прутки в соответствии с заказом изготовляют длиной от 6.0 до 18,0 м:
- мерной длины (МД);
- мерной с немерной длины (МД1);
- немерной длины (НД) в пределах от 6,0 до 12,0 м.
Предпочтительная мерная длина прутков — 6,0; 9,0; 12,0 (11,7 и 11,9): 18,0 м, оговаривается в заказе. По согласованию изготовителя с заказчиком допускается изготовление прутков другой мерной длины.
При поставке прутков мерной длины с немерной (МД1) допускается наличие прутков иемерной длины (но не менее 2 м) в количестве не более 3 % массы партии.
5.1.6 При отсутствии специальных требований предельные отклонения по длине прутков мерной длины не должны превышать + 100 мм. прутков, получаемых после правки и нарезки из мотков, — + 25 мм.
5.1.7 Кривизна прутков периодического профиля не должна превышать 6 мм на 1 м длины.
5.1.8 Прокат в мотках изготовляют номинальным диаметром до 22,0 мм включительно.
5.1.9 Прокат в мотках должен быть смотан или уложен без перепутывания витков между собой.
Допускается смещение или нахлест витков, не ухудшающих их свободную размотку без перепутывания. Моток должен состоять из одного отрезка. Допускается, кроме мотков, изготовленных по способам 3 и 4. наличие мотков, состоящих из двух отрезков, в количестве не более 10 % массы партии.
Масса мотков должна быть от 0,5 до 5.0 т включительно. Допускается при заказе согласовывать другую массу мотков.
Габаритные размеры мотков — по согласованию изготовителя с заказчиком.
5.1.9.1 Прокат в мотках, изготовляемый по способам 3 и 4, должен иметь относительную плотность смотки n не менее 70%, которую определяют как частное от деления действительной массы мотка на массу трубы, рассчитанную по фактическим габаритным размерам мотка по формуле
где n — относительная плотность смотки мотка, %:
mф — фактическая масса мотка, т;
H — высота мотка по максимальным габаритам, м;
D — наружный диаметр мотка по максимальным габаритам, м:
d — внутренний диаметр мотка по минимальным габаритам, может приниматься без измерений как размер сердечника разъемной катушки, на которой формируется моток, м;
ρ — плотность стали — 7,85 т/м3. Рекомендуемые габаритные размеры мотка, м:
- внутренний диаметр — 0,60—0,85;
- наружный диаметр — 1,05— 1,30;
- высота — 0,60—0,80.
5.2 Требования к геометрическим параметрам периодического профиля
5.2.1 Прокат в зависимости от формы и сечения профиля, формы и расположения поперечных ребер может изготовляться четырех форм — 1ф. 2ф, Зф и 4ф. Общие требования к контролируемым геометрическим параметрам периодического профиля приведены в таблице 2.
Таблица 2 — Общие требования к контролируемым геометрическим параметрам периодических профилей форм 1ф, 2ф, Зф и 4ф

5.2.1.1 Прокат классов А400. А500. А600. АпбОО изготовляют формой профиля 1ф. 2ф. Зф. 4ф. Параметры профилей — в соответствии с таблицей 2.
5.2.1.2 Прокат классов А800. А1000 изготовляют формой профиля 2ф. Параметры профилей —в соответствии с таблицей 2.
5.2.1.3 Допускается по согласованию изготовителя с заказчиком производство проката всех клас сов с профилем другой формы, не ухудшающей требований к прокату, изложенных в настоящем стан дарте.
5.2.1.4 Форму профиля (1ф. 2ф, Зф. 4ф) оговаривают в заказе, при отсутствии указания — ее устанавливает изготовитель и указывает в документе о качестве.
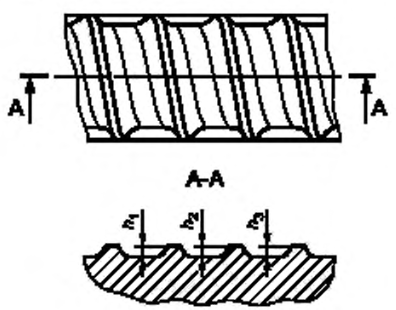
5.2.2 Форма профиля 1ф (рисунок 1) соответствует периодическому профилю с двумя продоль ными и поперечными наклонными коси ребрами кольцевого сечения с равномерной толщиной полуко
лец. расположенных с двух противоположных по периметру сторон. Контур поперечных и продольных
ребер на разрезе А-А (рисунок 1) образует замкнутый круг или овал (кольцевой профиль).
Форма профиля 1ф. как правило, применяется для способов производства 1,2 и 4 по таблице 3.
Рисунок 1 — Конфигурация и параметры периодического профиля по форме 1ф
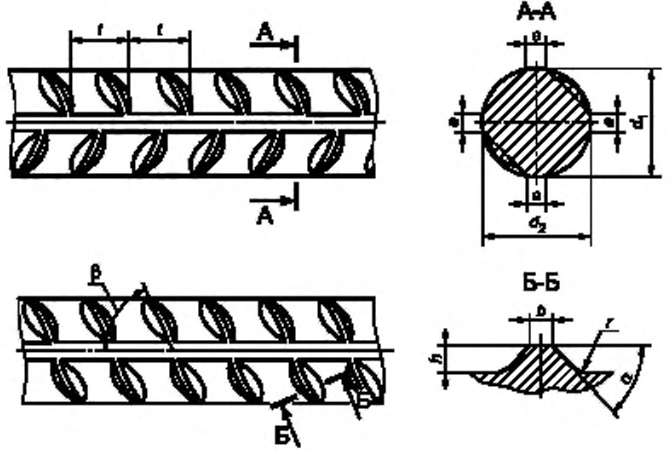
5.2.3 Форма профиля 2ф (рисунок 2) соответствует периодическому профилю с двумя продоль ными ребрами (или без них) и поперечными наклонными к оси ребрами серповидного сечения, распо ложенными с двух противоположных по периметру сторон. Контур поперечных и продольных ребер на разрезе (рисунок 2) имеет переменную по вертикальной оси замкнутую линию (серповидный профиль).
При выполнении формы профиля 2ф без продольных ребер контур поперечных ребер и безре- берных (гладких) участков в сечении должен образовывать замкнутый круг или овал.
Форма профиля 2ф. как правило, применяется для способов производства 1. 2 и 4 по таблице 3.
Рисунок 2 — Конфигурация и параметры периодического профиля по форме 2ф
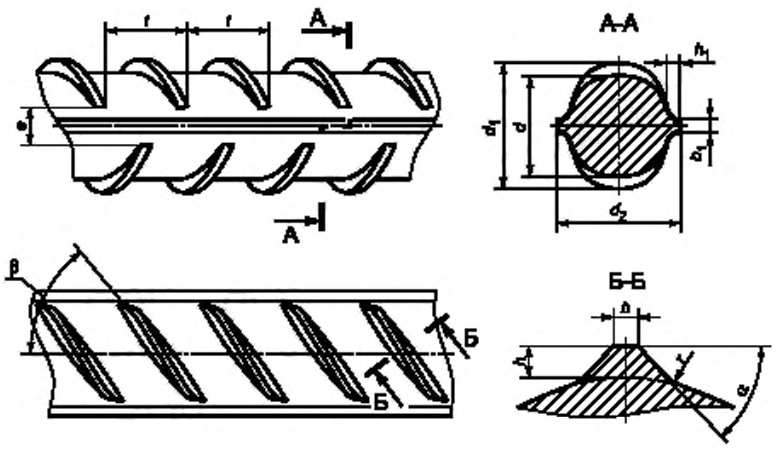
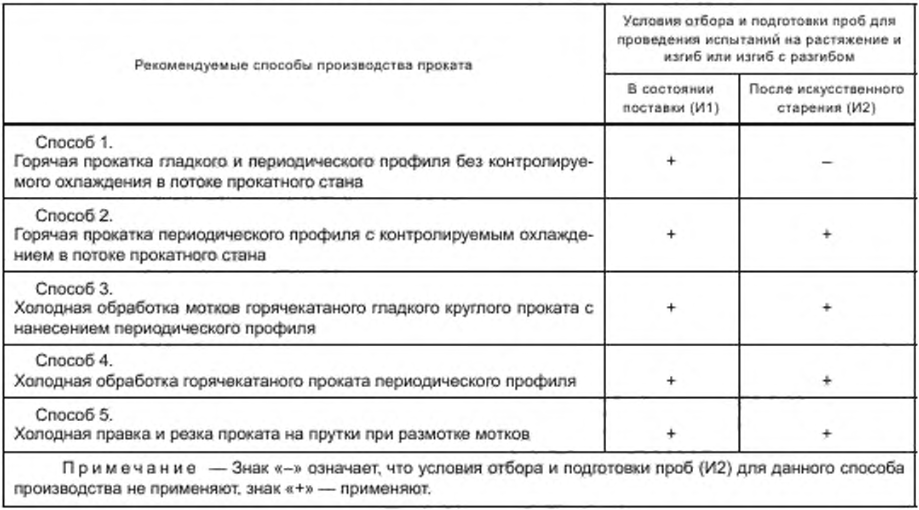
Таблица 3 — Рекомендуемые способы производства проката и условия отбора и подготовки проб к проведению испытаний на растяжение и изгиб или изгиб с разгибом
5.2.4 Форма профиля Зф (рисунок 3) соответствует периодическому профилю без продольных ре бер и с поперечными наклонными к оси ребрами серповидного сечения, расположенными с трех сторон равномерно по периметру. Контур поперечных ребер и безреберных (гладких) участков на разрезе А-А (е, рисунок 3) образует замкнутый круг или овал (трехсторонний профиль).
Форма профиля Зф. как правило, применяется для способа производства 3 по таблице 3.
5.2.5 Форма профиля 4ф (рисунок 4) соответствует периодическому профилю без продольных ребер и с поперечными наклонными к оси ребрами сегментного сечения, расположенными симметрично с четырех сторон по периметру. Контур поперечных ребер и безреберных (гладких) участков на разрезе А-А (в. рисунок 4) образует замкнутый круг или овал (четырехсторонний профиль).
Рисунок 3 — Конфигурация и параметры периодического профиля по форме 3ф
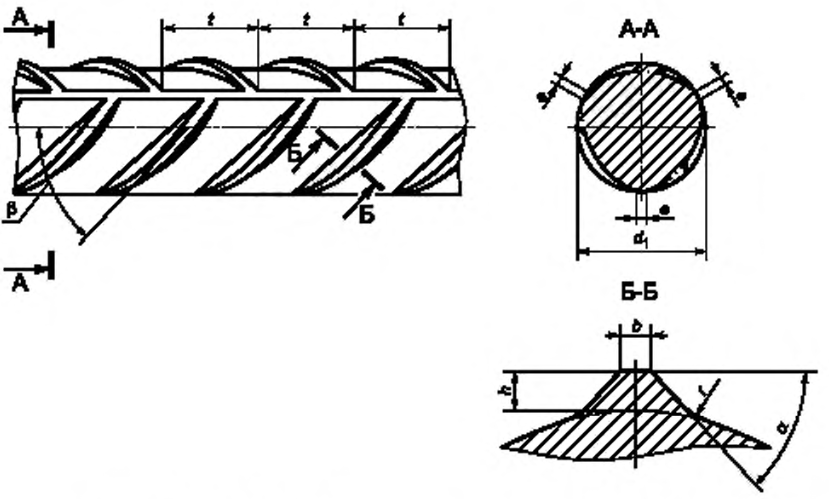
Рисунок 4 — Конфигурация и параметры периодического профиля по форме 4ф
Форма профиля 4ф, как правило, применяется для способа производства 3 по таблице 3. Допу скается применение формы профиля 4ф для способов производства 1,2 и 4.
5.2.6 Форма профиля для способа производства 4 по таблице 3 определяется формой профиля подката, для способа 5 — формой профиля проката в мотках.
5.2.7 Контур боковой поверхности сечения поперечных ребер профилей форм 1ф, 2ф. Зф и 4ф должен соответствовать форме, представленной на разрезах Б-Б на рисунках 1—4. Параметры про филя — в соответствии с таблицей 2.
5.2.8 Отношение шага ребер t к ширине выступа на участке его максимальной высоты b должно быть не менее 3 для всех форм профиля.
5.2.9 Параметры сцепления периодического профиля форм 1ф, 2ф. Зф и 4ф определяют по ве личине относительной площади смятия fR и геометрическим параметрам профиля: шагу поперечных ребер t и высоте ребра h, приведенным в таблице 2.
Рекомендуемые для построения калибров размеры и предельные отклонения геометрических па раметров периодических профилей форм 1ф, 2ф, Зф и 4ф приведены в таблицах А.1—А.4 приложения А. 5.2.10 При соответствии показателя относительной площади смятия поперечных ребер (fR) арматурного профиля требованиям таблицы 2 наличие отклонений по геометрическим параметрам профиля не является браковочным признаком.
5.2.11 Выступающие за замкнутый контур продольные ребра профиля формы 1ф не являются браковочным признаком при условии соблюдения требований: таблицы 2 — по овальности, таблицы А.1 приложения А — по величине d2.
5.2.12 Расстояние между концами поперечных ребер е для профиля формы 1ф принимают по величине b1.
5.2.13 При изготовлении профилей параметр г (см. разрезы Б-Б рисунков 1-4) указывает на не обходимость скругления по линиям сопряжения пересекающихся поверхностей ребер и сердечника стержней. Этот параметр приведен для построения калибров и на профиле не контролируется. При нарезке калибров допускается заменять скругление фаской.
5.2.14 Изготовитель гарантирует обеспечение показателей fR, приведенных в таблице 2, как ми нимальных вероятных величин, с обеспеченностью 95 % (Р = 0,95).
5.3 Способы производства
5.3.1 Не допускается использование в качестве заготовки для изготовления арматурного проката бывших в эксплуатации изделий или их частей, например: листовых отрезков, рельсов и др.
5.3.2 Прокат может быть изготовлен различными способами, представленными в таблице 3. обеспе чивающими получение необходимого набора стандартных и дополнительных технических требований.
Способ производства определяет изготовитель проката в соответствии с требованиями техноло гической документации, утвержденной в установленном порядке.
По требованию заказчика информация о способе производства приводится в документе о качестве.
5.3.3 Допускается для изготовления проката использовать другие способы производства, отлича ющиеся от приведенных в таблице 3.
5.3.4 Рекомендуемые способы производства проката и условия отбора и подготовки проб к про ведению испытаний на растяжение и изгиб или изгиб с разгибом для различных способов производства приведены в таблице 3.
5.3.5 Выбор условий проведения испытаний проката (в состоянии поставки — И1 или после ис кусственного старения — И2) в соответствии с таблицей 3 — по требованию заказчика, оговариваемому в заказе. При отсутствии указания в заказе условий проведения испытаний выбор предоставляется из готовителю и указывается в документе о качестве.
При возникновении разногласий по результатам испытаний механических свойств проката, из готовленного способами производства 3, 4 и 5 по таблице 3. в случае отсутствия указания в заказе условий испытаний, испытания проводят после искусственного старения (И2).
Режим искусственного старения: нагрев испытуемого образца до температуры (100±10) °С. выдержка при данной температуре не менее 60 мин, охлаждение на спокойном воздухе при температуре (20 *15|10 ) °С. Способ нагрева образцов устанавливает изготовитель.
5.4 Химический состав
5.4.1 Химический состав стали должен соответствовать приведенному в таблице 4.
Таблица 4—Химический состав стали

Примечания
1 Знак «—» означает, что данный элемент не нормируется и не контролируется.
2 Безскобокуказанамассоваядоляэлементоввсталипоковшовойпробе,вскобках—вготовомпрокате.
3 В стали, изготовленной скрап-процессом, допускается массовая доля меди (Cu) не более 0,40 (0,40)%, при этом массовая доля углерода (С) должна быть не более 0,20 (0,22),%.
4 Допускается введение в сталь одновременно, по отдельности или в любом сочетании легирующих элементов V, Nb, Мo в количестве до 0,10% каждого элемента при их суммарной массовой доле не более 0,15 %, а также других элементов. Массовую долю элементов, в случав их введения в сталь, заносят в документ о качестве.
5 Допускается наличие в стали AI и Ti не более 0,025% каждого элемента.
6 Допускается увеличение в стали массовой доли N на 0,001% при снижении массовой доли Р на 0,005%.
7 В стали для проката класса А500. содержащей нитридообразующие элементы, например AI, Ti, V или Nb. массовую долю N не ограничивают.
8 В стали допускается массовая доля N более 0,012%, если массовая доля N не превышает величину азотного эквивалента (Nэкв).
5.5 Качество поверхности
5.5.1 На поверхности арматурного проката не допускаются:
- трещины;
- закаты, плены и раковины, ухудшающие его характеристики.
Классификация дефектов поверхности — по ГОСТ 21014.
5.5.2 Допускается на поверхности проката наличие равномерной или местной (локальной) атмосферной ржавчины.
5.5.3 На поверхности прутков, изготовленных способом 5 по таблице 3. допускаются следы от правки глубиной не более 1/4 высоты продольных выступов и уменьшение высоты поперечных высту пов не более чем на 10% минимальной высоты ребра h при обязательном обеспечении параметров шага t и относительной площади смятия fR согласно таблице 2.
5.6 Механические свойства
5.6.1 Механические свойства проката при температуре испытания (20 * 15|10) °С должны соответ ствовать нормам, приведенным в таблице 5.
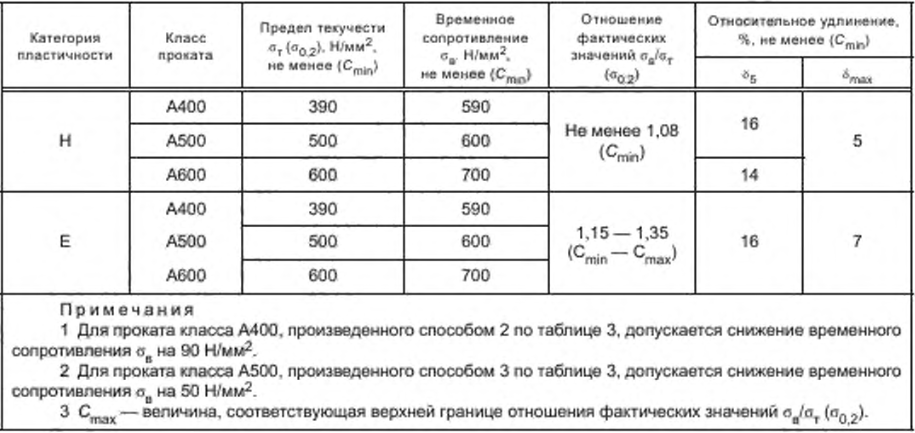
Таблица 5 — Механические свойства проката
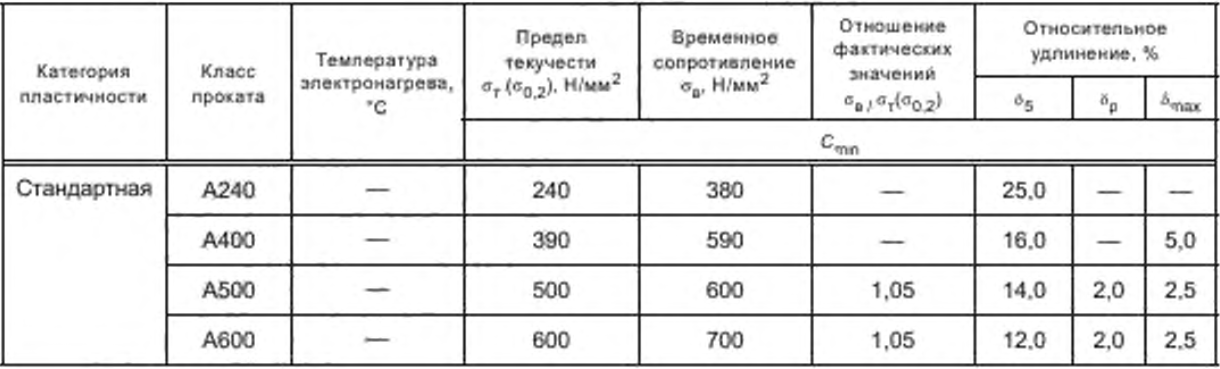

Примечания
1 Знак «—» означает, что характеристика не нормируется и не контролируется.
2 Вид относительного удлинения (δp или δmax) для проката классов А500. А600, Ап600, А800 и А1000 устанавливается заказчиком в заказе. Если в заказе не предусмотрено, то вид относительного удлинения устанавливает изготовитель и указывает в документе о качестве.
3 Для проката класса А400. изготовленного способом 2 по таблице 3, допускается снижение временного сопротивления σ на 90 Н/мм2.
4 Для проката класса А500. изготовленного способом 3 по таблице 3. допускается снижение временного сопротивления σ на 50 Н/мм2 и отношения фактических значений σ / σT(σ0,2) до 1,03.
5 Начальный модуль упругости ЕH при расчете относительного удлинения (δmax) при максимальном усилии Рmax принимают равным 2,0 • 105 Н/мм2.
5.6.1.1 Механические свойства проката классов Ал600. А800 и А1000 испытывают до и после электронагрева. При испытании проката до нагрева допускается снижение норм относительного удли нения по таблице 5 на 1%.
При наличии в технологическом процессе изготовления проката специального отпуска при темпе ратуре. соответствующей температуре электронагрева, указанной в таблице 5. контроль механических свойств проводят только в состоянии поставки. В этом случае снижение норм относительного удлине ния не допускается.
5.6.2 Изготовитель гарантирует обеспечение механических свойств при испытании на растяжение проката, нормируемых настоящим стандартом, как минимальных (по таблице 5) или минимальных и максимальных (по таблице 7) вероятных величин с обеспеченностью 95% (Р = 0,95) при вероятности 90% для σT (σ0,2), σB иσB/σT (σ0,2) обеспеченностью 90% (Р = 0,90) при вероятности 90% — для δ5, δp или δmax. Оценку гарантированного уровня качества проката проводят при долговременном контроле согласно 8.14.
5.7 Требования к изгибу и изгибу с разгибом
5.7.1 Испытание на изгиб проката класса А240 проводят в холодном состоянии на угол 180е во круг оправки диаметром, равным cfH.
5.7.2 Испытание на изгиб проката классов А400 и А500 проводят в состоянии поставки на угол 180°; проката классов А600 и Ап600 — на угол 90° вокруг оправки диаметром, указанным в таблице 6;
проката классов А800 и А1000 — на угол 45° вокруг оправки диаметром, равным 5dH.
Таблица 6 — Диаметр оправки для испытаний на изгиб проката классов А400. A500. А600 и Ап600

5.7.3 Для проката классов А400. А500. А600. Ап600. А800. А1000 испытание на изгиб может быть заменено на изгиб с разгибом.
Требования к испытанию на изгиб с разгибом — в соответствии с приложением Б.
5.7.4 После испытаний проката на изгиб или изгиб с разгибом на образцах не должно быть тре щин и разрывов, видимых без применения увеличительных приборов.
5.8 Маркировка и идентификация
5.8.1 Маркировка проката гладкого профиля класса А240 — в соответствии с ГОСТ 7566.
5.8.2 В целях безошибочной идентификации класса проката и изготовителя, исключения пересор тицы и путаницы при входном контроле, производстве арматурных работ и отслеживаемости в процессе эксплуатации на прокат периодического профиля наносят прокатную маркировку.
5.8.3 Прокатная маркировка должна содержать следующую обязательную информацию:
- класс проката:
- изготовитель (номер для маркировки, буквенная аббревиатура, полное наименование по таблице В.2 или другая аутентичная маркировка).
Допускается включать в прокатную маркировку другую дополнительную информацию о прокате. 5.8.4 Прокатную маркировку допускается наносить на поверхность проката в виде:
- различных геометрических символов, утолщенных ребер, выемок, отсутствующих ребер, ребер с отличным от других наклоном и др.;
- группы знаков из букв и/или цифр:
- комбинации символов и знаков.
5.8.5 Геометрические символы и знаки из букв и цифр наносят на поверхность проката с периодичностью не более 1.8 м.
5.8.6 Допускается не наносить прокатную маркировку, в случае если форма профиля (конфигурация и расположение ребер) обеспечивает безошибочно идентификацию изготовителя и класс проката. Такая идентификация может быть подтверждена документом государственной регистрации (товарным знаком).
5.8.7 Рекомендуемая маркировка проката периодического профиля приведена в приложении В.
5.8.8 При несоответствии механических свойств проката маркировке класса, нанесенной при про катке. фактический класс проката должен быть указан в документе о качестве и отражен на ярлыке, прикрепляемом к каждой пачке или мотку.
5.8.9 Мотки, состоящие из двух отрезков, маркируют дополнительной информацией на товарных ярлыках словами: «два отрезка».
5.9 Упаковка
5.9.1 Общие требования к упаковке проката — по ГОСТ 7566.
5.9.2 Прутки упаковывают в пачки массой от 2 до 10 т включительно. По требованию заказчика масса пачки может быть менее 2 т. По согласованию изготовителя с заказчиком допускается оговари вать другую максимальную массу пачки.
5.9.3 При поставке прутков мерной с немерной длиной (МД1) прутки немерной длины должны быть упакованы в одной пачке.
5.9.4 Количество обвязок пачек и материал для упаковки выбирает изготовитель.
5.9.5 Каждый моток должен быть обвязан по окружности не менее чем в трех местах, равномерно распределенных по периметру, холоднокатаной лентой по ГОСТ 503, проволокой по ГОСТ 3282, катан кой по ГОСТ 30136 или по другим нормативным документам, согласованным между изготовителем и заказчиком. Концы мотков должны быть уложены и легко находимы.
6 Дополнительные технические требования к прокату, устанавливаемые в заказе по согласованию изготовителя с заказчиком
6.1 Дополнительный набор требований к прокату классов А400, А500 и А600, предназначенному для применения при армировании сборных ненапряженных железобетонных конструкций и при возведении монолитного железобетона
6.1.1 Сортамент
6.1.1.1 Поставка проката периодического профиля номинальным диаметром более 40 мм. Номинальный диаметр, номинальная площадь, предельные отклонения, класс и другие требования к сортаменту проката согласовывают в заказе.
Предельные отклонения массы 1 м длины проката:
- для группы предельных отклонений ОМ1 — ± 4,5%;
- для группы предельных отклонений ОМ2 — от минус 1% до минус 3%.
6.1.1.2 Допускается в партии прутков немерной длины наличие прутков длиной от 3 до 6 м в ко личестве не более 7%.
6.1.2 Допускается поставка проката всех классов с профилем другой формы, чем указано в 5.2. не ухудшающей требований к прокату, изложенных в настоящем стандарте.
6.1.3 Химический состав
6.1.3.1 Химический состав стали — по таблице 4 со следующим дополнением:
- для проката классов А400. А500 и А600 допускается повышение массовой доли углерода (С) до 0,26 (0,28) % при условии выполнения требований механических свойств в соответствии с таблицами 5 или 7.
6.1.4 Свариваемый прокат
6.1.4.1 Прокат класса А240С. изготовленный способом 1 по таблице 3, гарантируется как свари ваемый, а углеродный эквивалент (Сэкв) не нормируется и не контролируется.
6.1.4.2 Гарантия прочности крестообразных соединений контактно-точечной сваркой проката классов А400, А500. А600 обеспечивается:
- химическим составом по таблице 4;
- удовлетворительными результатами испытаний на изгиб и на срез в соответствии с требования ми приложения Г.
При оформлении заказа в этом случае в условном обозначении указывают ссылку на настоящий пункт.
6.1.4.3 Прокат классов А400С, А500С и А600С гарантируется как свариваемый одновременным выполнением следующих требований:
- химическим составом стали по таблице 4,
- введением в сталь для проката классов А500С и А600С одновременно, по отдельности или в лю бом сочетании легирующих элементов V, Nb. Мо в количестве до 0,10% для каждого элемента при их суммарной массовой доле не более 0,15%. Суммарная массовая доля легирующих элементов должна быть не менее 0,05%;
- значением углеродного эквивалента (Сэкв), %, не более, для проката класса:
А400С—0,62 (0,64).
А500С, А600С—0,50 (0,52).
Без скобок указано значение углеродного эквивалента, рассчитанного по массовой доле элемен
тов по ковшовой пробе, в скобках — в готовом прокате:
- обеспечением прочностных свойств (σв) сварных соединений при испытании на отрыв, составляющих не менее 90% значений (σв), установленных в таблицах 5 и 7;
- удовлетворительными результатами испытаний на растяжение в соответствии с требованиями приложения Г. При этом в документе о качестве указывают информацию о протоколе испытаний свар ных соединений (номер протокола, дату, наименование и реквизиты испытательной лаборатории). Ко пию протокола испытаний сварных соединений предоставляют по требованию заказчика.
6.1.4.4 Для проката классов А500С и А600С допускается вместо введения в сталь легирующих элементов V, Nb. Мо гарантировать свариваемость значением углеродного эквивалента Cэкв, %. в пределах:
для проката номинальным диаметром, мм:
до 12 включительно — 0,26—0,50 (0,52);
св. 12 >> 18 >> — 0,30—0,50 (0,52);
>> 20 >> 28 >> — 0,36—0,50 (0.52);
>> 32 >> 40 >> — 0,40—0,50 (0,52).
В этом случае в документе о качестве после величины углеродного эквивалента указывают слова: «с учетом 6.1.4.4».
Остальные требования — согласно 6.1.4.3.
6.1.5 Требования к механическим свойствам
6.1.5.1 Прокат с гарантией механических свойств по категориям пластичности Н и Е при испытании на растяжение — в соответствии с таблицей 7.
Таблица 7 — Механические свойства проката с категориями пластичности Н и Е при испытании на растяжение
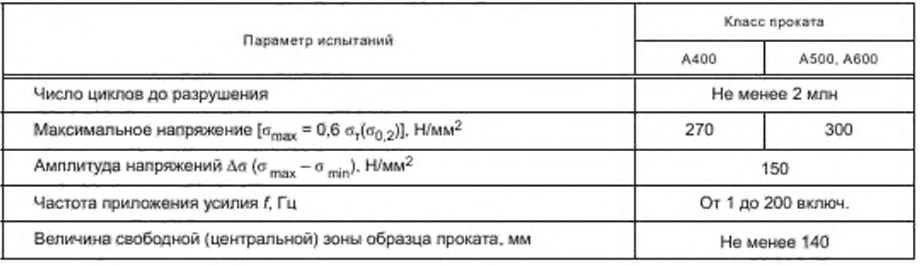
6.1.6 Требования к выносливости проката при многократно повторяющихся циклических нагрузках
6.1.6.1 Прокат должен гарантировать обеспечение выносливости при многократно повторяющих ся циклических нагрузках (У) в соответствии с таблицей 8.
Таблица 8 — Требования к испытаниям проката на выносливость при многократно повторяющихся циклических нагрузках
6.1.7 Прокат должен гарантировать обеспечение стойкости к коррозионному растрескиванию (К) в течение 40 ч.
6.2 Дополнительный набор требований к прокату классов Ап600, А800 и А1000, предназначенному для применения при армировании предварительно напряженных железобетонных конструкций
6.2.1 Поставка проката классов А800 и А1000 с профилем форм 1ф и 4ф.
6.2.2 Поставка проката всех классов с профилем другой формы, чем указано в 5.2. не ухудшаю щей требования к прокату, изложенные в настоящем стандарте.
6.2.3 Допустимость в партии прутков немерной длины наличия прутков длиной от 3 до 6 м в ко личестве не более 7%.
6.2.4 Требования свариваемости
6.2.4.1 При заказе свариваемого проката классов Ап600С. А800С и А1000С свариваемость гарантируется:
- химическим составом стали по таблице 4;
- значением углеродного эквивалента (Сэкв), %. не более 0,65 (0,67). Без скобок указано значение углеродного эквивалента, рассчитанного по массовой доле элементов по ковшовой пробе, в скобках — в готовом прокате:
- обеспечением прочностных свойств (σв) сварных соединений при испытании на отрыв, составля ющих но менее 90 % значений (σв), установленных в таблице 5.
6.2.5 Требования к механическим свойствам
6.2.5.1 Прокат класса Ап600 с гарантией механических свойств по категориям пластичности Н и Е при испытании на растяжение — в соответствии с таблицей 7 для класса А600.
6.2.6 Прокат с гарантией обеспечения стойкости к коррозионному растрескиванию (К) в течение 100 ч.
6.2.7 Требования к релаксации напряжений и условному проделу упругости
6.2.7.1 Релаксация напряжений при температуре (20 * 15 | 10) °С не должна превышать 4% за 1000 ч при начальном усилии, равном 70 % нормируемого минимального значения временного сопротивления (σв) по таблице 5.
6.2.7.2 Условный предел упругости σ0,02 должен быть не менее 85% от нормируемого минимального значения предела текучести σT (σ0,2) по таблице 5.
6.3 В заказе дополнительные требования указывают путем ссылки на соответствующие подпун кты (например: «с учетом 6.2.7.2»), а также указывают норму и методику контроля, если она не уста новлена.
7 Примеры условных обозначений
Примеры условных обозначений проката, которые должны применяться при оформлении заказа, приведены в приложении Д.
8 Правила приемки
8.1 Правила приемки проката — по ГОСТ 7566 со следующими дополнениями.
8.2 Прокат принимают партиями. Партия должна состоять из проката одной формы профиля, одного номинального диаметра, одного класса, одной плавки стали, изготовленного одним способом производства, и должна сопровождаться одним документом о качестве. Масса партии должна быть не более объема одной плавки.
Допускается предъявлять к приемке прокат сборными партиями, состоящими из проката не более чем четырех плавок стали. При этом в плавках, входящих в одну сборную партию, разница по массовой доле углерода не должна превышать 0.03 %. по массовой доле марганца — 0.15 %. Все нормируемые показатели проката сборной партии определяют по плавке, имеющей наименьшее значение углерод ного эквивалента.
8.3 Прокат принимают с определением следующих характеристик.
- химического состава по ковшовой пробе или в готовом прокате. При заказе проката с гарантией свариваемости (С) — углеродного эквивалента:
- геометрических параметров (h, t):
- относительной площади смятия поперечных ребер периодического профиля или статистической надежности показателей в соответствии с 8.14 после наработки представительной выборки;
- кривизны прутков;
- массы 1м длины;
- качества поверхности;
- механических свойств при растяжении, в том числе при заказе категорий пластичности (Е и Н) или статистической надежности показателей в соответствии с 8.14 после наработки представительной выборки;
- свойств при изгибе или изгибе с разгибом.
8.4 Отбор проб для контроля проката — в соответствии с таблицей 9.
Таблица 9—Планотборапробдляиспытанийпроката

8.5 Прутки (мотки) или образцы для испытаний согласно таблице 9 должны быть отобраны слу чайно от одной партии.
8.6 Контроль геометрических параметров сечения периодического профиля, кривизны прутков, массы 1 м длины, механических свойств и качества поверхности проводят на расстоянии не менее трех метров от конца при поставке проката в мотках и на расстоянии не менее 150 мм — при поставке в прутках.
8.6.1 При поставке проката, изготовляемого способом 2 по таблице 3 в мотках, допускается на личие переднего и заднего концов проката без гарантии механических свойств по таблицам 5 и 7. Длину таких участков согласовывают в заказе между изготовителем и заказчиком.
8.7 Отбор проб для контроля химического состава — по ГОСТ 7565.
8.8 Общие правила отбора проб для механических и технологических испытаний (на изгиб или изгиб с разгибом) — по ГОСТ 7564.
8.9 Испытания на свариваемость осуществляют при постановке проката на производство в соот ветствии с 9.5, а затем не реже одного раза в год в соответствии с требованиями приложения Г. В слу чае изменения технологии или способа производства цикл испытаний на свариваемость осуществляют заново в соответствии с 9.5.
8.10 Объем испытаний проката на свариваемость — в соответствии с приложением Г.
8.11 Испытания на выносливость при многократно повторяющихся циклических нагрузках прово дят на момент постановки проката с указанным требованием на производство, а затем не реже одного раза в год. Отбор образцов — в соответствии с приложением Е.
В случае изменения технологии или способа производства испытания проводят заново.
8.12 Испытания стойкости проката к коррозионному растрескиванию проводят на момент поста новки проката с указанным требованием на производство, а затем не реже одного раза в год. В случае изменения технологии и химического состава (марки стали) цикл испытаний на стойкость проката про тив коррозионного растрескивания осуществляют заново в соответствии с настоящим подразделом. Объем испытаний проката на стойкость против коррозионного растрескивания — в соответствии с при ложением Ж.
8.13 Приемка проката по гарантированным минимальным браковочным значениям.
8.13.1 Приемку по гарантированным браковочным значениям осуществляют для определения со ответствия каждого нормируемого показателя проката требованиям настоящего стандарта по крайним (граничным) значениям: Cmin — минимальным и Сmax — максимальным.
8.13.2 Каждый единичный результат испытаний, кроме испытаний при растяжении, должен удов летворять требованиям настоящего стандарта.
8.13.3 Значения результатов любых единичных испытаний «X» при растяжении для определения механических характеристик σB, σT(σ0,2), σB/σT(σ0,2), δ5(δp, δmax) на соответствие таблице 5 или 7 должны соотноситься с нормативными значениями (Сmin) как нижним
пределом значений по формуле:
где а1:
- 10 Н/мм2—для σT(σ0,2) и σB,
- 0,01 — для σB/σT(σ0,2),
- 0,3% — для δp (δmax),
- 1% — для δ5.
8.13.3.1 Значения результатов любых единичных испытаний «X» при растяжении для определения характеристики σB/σT(σ0,2) таблицы 7 должны соотноситься с нормативными значениями (Сmax): все отдельные значения «X» ниже или равны указанной характеристике (Сmax).
8.13.4 Испытуемая партия, которая не соответствует техническим требованиям хотя бы по одно му параметру, определяемому в 8.13.2 и 8.13.3. должна быть подвергнута повторным испытаниям. Для этого от партии для параметра, не прошедшего испытания, отбирают удвоенное количество образцов.
8.13.4.1 Если все результаты повторных испытаний соответствуют требованиям по испытуемому параметру, то партия соответствует требованиям настоящего стандарта. Если хотя бы один из резуль татов повторных испытаний не отвечает требованиям настоящего стандарта по испытуемому параме тру. то вся партия не принимается.
8.14 Оценка уровня качества проката при долговременном контроле.
8.14.1 Оценку уровня качества проката при долговременном контроле проводят для определения достоверности соответствия настоящему стандарту показателя относительной площади смятия fR и механических свойств для σB, σT(σ0,2), σB/σT(σ0,2) и δ5(δp, δmax) проката партии, нескольких партий и всего объема производства за установленный период времени по результатам единичных испытаний.
8.14.2 Для определения статистических показателей используют выборку результатов контроль ных испытаний. Выборка, на основании которой проводят определение статистических показателей, должна быть представительной и охватывать длительный промежуток времени, не менее 6 мес (или последние 200 испытанных образцов), в течение которого технологический процесс производства про ката оставался неизменным. Число партий (плавок) для формирования представительной выборки должно быть не менее 5.
8.14.3 Значения параметра fR и механических свойств проката при растяжении для σB, σT(σ0,2), σB/σT(σ0,2) и δ5(δp, δmax) считают достоверными для всего объема производства за установленный период времени, если вероятные значения их величин (обеспеченность Р=0,95 для fR, σB, σT(σ0,2) и σB/σT(σ0,2) и P=0,90 для δp(δ5, δmax), рассчитанные по формулам 3 и 4. не выходят за нижние (минимальные Cmin) или верхние (максимальные Сmax) значения параметров, установленных в таблицах 5 и 7.
8.14.4 Для показателей fR, σB, σT(σ0,2), σB/σT(σ0,2), δp(δ5, δmax) должны удовлетворяться следующие требования:
где хср — среднее ожидаемое значение выборки;
k — коэффициенты, как функции количества испытаний п для достоверной частоты отказов:
- 5% (Р=0,95) при вероятности 90% — приведены в таблице 10 для fR, σB, σT(σ0,2) и σB/σT(σ0,2);
- 10 % (Р=0,90) при вероятности 90% — приведены в таблице 11 (для δ5(δp или δmax)):
s — стандартное отклонение результатов выборки;
Cmin. Cmax — величина, соответствующая нижним или верхним границам соответствующих параметров. приведенных в таблицах 2. 5 и 7.
Таблица 10 — Значение коэффициента к в зависимости от количества испытаний п для определения досто верной частоты отказов, равной 5%

Таблица 11 — Значение коэффициента к в зависимости от количества испытаний п для определения достоверной частоты отказов, равной 10%

8.14.5 Оценка уровня качества при долговременном контроле базируется на предположении о нормальном распределении большого количества единичных результатов.
Примечание — Чтобы установить соответствие продукции с заданной достоверностью требованиям настоящего стандарта, (ложно использовать другие альтернативные статистические методы:
- графические;
- непараметрические.
8.14.6 В случае, если при долговременном контроле уровня качества требования параметров fR, σB, σT(σ0,2) и σB/σT(σ0,2) и δ5(δp или δmax) соответствуют 8.14.4. то изготовитель обязан принять все необходимые технические, технологические или другие меры по устранению причин получения неудов летворительных результатов.
8.14.7 Характер и объем принимаемых мер по устранению причин получения неудовлетвори тельных результатов определяет изготовитель, но обязательным условием должно быть увеличение частоты фиксированных контрольных испытаний для получения новой оценки долгосрочного уровня качества.
8.14.8 В период набора новых данных и до получения результатов долговременного контроля уровня качества, отвечающих требованиям 8.14.4. изготовитель обязан проводить приемочные испыта ния каждой партии проката в соответствии с 8.13.
8.14.9 Результаты оценки долговременного контроля уровня качества проката должны обновлять ся каждые шесть месяцев.
8.15 Каждая поставляемая партия проката должна сопровождаться документом о качестве, в ко тором указывают:
- наименование, товарный знак (при наличии), юридический адрес изготовителя; - наименование заказчика;
- номер заказа:
- наименование продукции:
- номер вагона или другого транспортного средства;
- форму периодического профиля:
- номинальный диаметр;
- группу предельных отклонений по массе 1 м длины (ОМ1 или ОМ2);
- класс проката с указанием дополнительного набора технических требований в случае их заказа (С, Н, Е, К, У);
- данные конкретных испытаний (контроля):
а) относительную площадь смятия поперечных ребер (fR);
б) химический состав;
в) углеродный эквивалент (при заказе проката с гарантией свариваемости).
г) условия отбора и подготовки проб для проведения испытаний на растяжение и изгиб или изгиб с разгибом (И1 или И2);
д) физический или условный предел текучести (σT, или σ0,2);
е) временное сопротивление (σB);
ж) отношение фактических значений временного сопротивления (σB) к физическому (σT) или условному пределу текучести (σ0,2) [σB/σT(σ0,2)];
и) относительное удлинение (δ5);
к) равномерное относительное удлинение (δр) или полное относительное удлинение (δmax) при максимальной нагрузке;
л) результаты испытаний на изгиб в холодном состоянии или на изгиб с разгибом;
м) гарантию обеспечения релаксации напряжений при растяжении для проката классов Ап600. А800. А1000 (при указании в заказе);
н) гарантию условного предела упругости для проката классов Ап600, А800. А1000 (при указании в заказе);
п) гарантию требований на выносливость при многократно повторяющихся циклических нагрузках (при указании в заказе):
р) гарантия требований на стойкость против коррозионного растрескивания (при указании в заказе);
- результаты оценки (заключение), подтверждающие статистическую надежность при долговре менном контроле уровня качества после наработки представительной выработки (по требованию за казчика). В этом случае допускается конкретные результаты контроля характеристик: fR, σB, σT(σ0,2), σB/σT(σ0,2), δ5(δp, δmax) - в документе о качестве не приводить;
- количество мотков (пачек),
- номер партии;
- массу нетто партии;
- обозначение настоящего стандарта;
- штамп, свидетельствующий о проведении технического контроля и о приемке проката по качеству.
8.15.1 В случае привлечения сторонней организации для проведения испытаний изготовитель обязан прикладывать к документам о качестве копию заключения этой организации по результатам конкретного вида испытаний.
9 Методы контроля (испытаний)
9.1 Изготовитель при выпуске проката с набором дополнительных требований может осущест влять испытания проката самостоятельно с контролем и отражением результатов в сопроводительных документах о качестве или привлекать другие аккредитованные в установленном порядке организации для проведения соответствующего контроля и получать от них заключения по результатам для конкрет ных видов испытаний.
9.2 Химический состав стали определяют по ГОСТ 12354. ГОСТ 12359 — ГОСТ 12361. ГОСТ 12365. ГОСТ 18895. ГОСТ 22536.0 — ГОСТ 22536.12. ГОСТ 27809*. Допускается применение других методов, обеспечивающих необходимую точность анализа.
При разногласиях в оценке качества оценку проводят методами по указанным стандартам.
9.3 Величину углеродного эквивалента Сзкв рассчитывают по формуле

где C, Mn, Cr, V, Мо, Cu. Ni — фактическая массовая доля углерода, марганца, хрома, ванадия, молиб дена. меди и никеля по ковшовой пробе или в готовом прокате. %.
9.4 Величину азотного эквивалента Nэкв вычисляют ло формуле

где Al, Ti, V, Nb — фактическая массовая доля алюминия, титана, ванадия и ниобия по ковшовой пробе или в готовом прокате. %.
9.5 Методы контроля и испытаний проката на свариваемость сварных соединений:
- классов А400, А400С. А500. А500С. А600. А600С и Ап600С — согласно приложению Г;
- классов А800С и А1000С — по согласованию изготовителя с заказчиком.
9.6 Контроль качества поверхности проводят без применения увеличительных приборов.
9.7 Контроль размеров и геометрических параметров проводят стандартизованными средствами измерения и средствами допускового контроля.
9.8 Расчетные величины определяют в соответствии с приложением А.
9.9 Массу 1 м длины проката определяют по ГОСТ 12004.
9.10 Методы измерения отклонений формы — в соответствии с ГОСТ 26877.
9.11 Контроль механических свойств, испытания на изгиб (изгиб с разгибом), испытания на выносливость. определение стойкости против коррозионного растрескивания, контроль параметров пери одического профиля, массы 1 м длины проводят на выпрямленных образцах в состоянии поставки или после правки. Способ правки — по ГОСТ 7564 и ГОСТ 12004.
9.12 Испытание на растяжение проводят по ГОСТ 12004 со следующими дополнениями.
9.12.1 При отсутствии площадки текучести определяют условный предел текучести σ0,2, исходя из напряжения, при котором остаточная деформация составляет 0.2 %.
9.12.2 Для определения значений σB и σT (σ0,2) для проката используют номинальную площадь поперечного сечения, приведенную в таблице 1.
9.12.3 Методику нагрева образцов для контроля механических свойств проката классов Ап600. А800 и А1000 после нагрева устанавливают ло согласованию изготовителя с заказчиком.
Допускается при определении механических свойств применение печного нагрева при темпера турах на 50 °С ниже указанных в таблице 5 и выдержка образцов после их нагрева в течение 15 мин.
9.13 Испытание проката на изгиб проводят по ГОСТ 14019.
9.14 Испытание проката на изгиб с разгибом проводят в соответствии с приложением Б.
9.15 Испытание и контроль проката на выносливость при многократно повторяющихся циклических нагрузках проводят в соответствии с приложением Е.
9.16 Стойкость проката к коррозионному растрескиванию контролируют в соответствии с приложением Ж или ло методике, согласовываемой между изготовителем и заказчиком**.
9.17 Испытания на релаксацию напряжений при растяжении проводят на цилиндрических образ цах в соответствии с ГОСТ 26007. Категорию точности, место отбора и длину образцов, температуру испытаний согласовывают при заказе.
9.18 Определение значений условного предела упругости (σ0,02) при растяжении — в соответствии с ГОСТ 12004.
* В Российской Федерации допускается использовать ГОСТ Р 54153—2010 «Сталь. Метод атомно-эмисси онного спектрального анализа».
** В Российской Федерации допускается использовать ГОСТ Р 52804—2007 «Защита бетонных и железобе тонных конструкций от коррозии. Методы испытаний».
10 Транспортирование и хранение
10.1 Общие правила транспортирования и хранения проката — по ГОСТ 7566.
10.2 Прокат транспортируют всеми видами крытого и открытого транспорта в соответствии с пра вилами перевозок, действующими на данном виде транспорта.
11 Требования по безопасности и охране окружающей среды
11.1 Во время изготовления проката должны соблюдаться общие требования безопасности про изводственных процессов по ГОСТ 12.3.002.
11.2 Эффективная удельная активность любых радионуклидов в прокате, используемом для строительства производственных и жилых зданий и сооружений, не должна превышать 0,3 кБк/кг.
Допускается изготовителю гарантировать непревышение нормы эффективной активности радио нуклидов технологией изготовления проката.
11.3 При производстве стали должны соблюдаться требования [1]. Преднамеренное применение свинца, кадмия, шестивалентного хрома и ртути запрещено. Максимальная масса свинца, шестива лентного хрома и ртути не должна превышать 0.1 % каждого элемента, массовая доля кадмия не долж на превышать 0,01 %.
Массовую долю свинца, кадмия, шестивалентного хрома и ртути в документе о качестве допуска ется не указывать, но гарантировать и привести информацию об отсутствии превышения указанных выше значений.
11.4 Во время изготовления проката на различных стадиях технологического процесса содержа ние вредных веществ в воздухе рабочей зоны не должно превышать предельно допустимых концентра ций (ПДК) по ГОСТ 12.1.005.
Приложение А (обязательное)
Определение геометрических параметров периодического профиля
А.1 Геометрическиепараметрыпериодическогопрофиляпрокатаконтролируютизмерительнымиинструмен тами, обеспечивающими измерения размеров с погрешностями, не превышающими установленных ГОСТ 8.051. или другими методами, обеспечивающими необходимую точность.
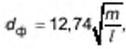
А.2 Величину высоты поперечных ребер h периодического профиля рассчитывают как среднеарифметиче ское значение минимум трех измерений в месте максимальной высоты по длине ребер и для каждого ряда ребер, как показано на рисунке А.1 на примере профиля формы 1ф.
А.З Шаг поперечных ребер t определяют для каждого ряда ребер измерением участка проката, включающе го в себя не менее пяти шагов поперечных ребер.
А.4 Суммарное расстояние между концами поперечных ребер (∑ei) определяют как среднеарифметическое значение не менее трех измерений ширины продольного ребра 2*b1, для профиля формы 1ф, 2*е — для профиля формы 2ф. 3*е — для профиля формы Зф и 4*е — для профиля формы 4ф.
А.5 Характеристику сцепления проката с бетоном — относительную площадь смятия поперечных ребер fR для профилей форм 1ф. 2ф. Зф и 4ф определяют по формулам (А.1) или (А.З):
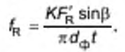
где К — число рядов поперечных ребер, равное: для профилей форм 1ф и 2ф — 2;
для профиля формы Зф — 3;
для профиля формы 4ф — 4.
FR— фактическая площадь проекции одного ребра в зависимости от изготовляемой формы профиля (FRC, FRK и FRСЕГМ);
β — угол наклона поперечного ребра;
t — шаг поперечных ребер, мм;
dΦ— фактический диаметр проката, мм. определяемый по формуле
где m — масса исследуемого образца, г;
l — длина исследуемого образца, мм.
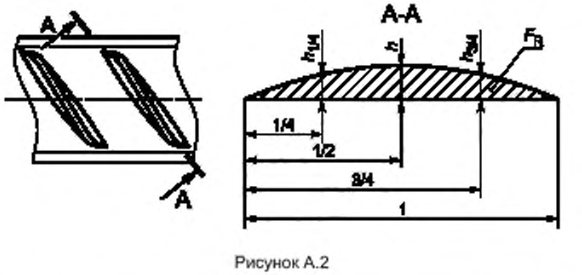
А.6 При измерении высоты поперечного ребра в его середине h, а также в точках 1/4 (h1/4) и 3/4 (h3/4) (рисунок А.2), величину fR каждого ряда ребер профиля любой формы определяют по формуле А.З. Величину fR, определяемую по формуле А.З. принимают как среднеарифметическое значение при расчете этой величины для трех ребер.
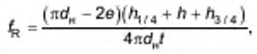
где 2е — суммарное расстояние между концами поперечных ребер, мм;
h — высота поперечного ребра в его середине, мм;
h1/4, h3/4 — высота поперечного ребра в точках 1/4 и 3/4 его длины, мм;
dH— номинальный диаметр проката, принимаемый по таблице 1.
А.7 Для поперечных ребер, имеющих серповидную форму (профили форм 2ф и Зф). величину фактической площади одного поперечного ребра FRC, допускается вычислять по формуле А.4 (см. рисунок А.З).
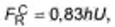
где h — высота поперечного ребра в его середине, мм;
U — расстояние между крайними точками серповидного ребра.
А.7.1 Для определения расстояния между крайними точками серповидного ребра проката / проводят не ме нее трех измерений величины для каждого ряда поперечных ребер. Для расчета используют среднеарифметиче ское значение всех измерений.
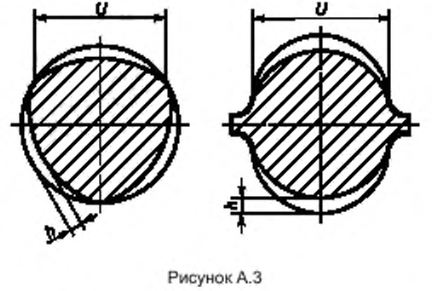
А.8 Для поперечных ребер, имеющих кольцевую форму (профиль формы 1ф). величину фактической пло щади одного ряда поперечных ребер ( FRK ) допускается вычислять по формуле А.5 (см. рисунок А.4)

где dср=(d1+d2)/2, мм;
d — диаметр основного тела профиля в вертикальной плоскости, мм.
А.9 Для поперечных ребер, имеющих сегментную форму, фактическую площадь одного ряда поперечных ребер проката FRСЕГМ допускается вычислять по формуле А.6 (см. рисунок А.5)

А.10 Допускается вычислять значения FRC, FRK, FRСЕГМ, fRпо другим формулам, согласованным между изго товителем и заказчиком. В этом случае информацию об использованных формулах изготовитель обязан включать в документ о качестве.
А.11 Рекомендуемые для построения калибров размеры и предельные отклонения геометрических парамет ров периодических профилей форм 1ф, 2ф. Зф и 4ф приведены в таблицах А.1—А.4.
Таблица А.1 — Размеры и предельные отклонения геометрических параметров периодического профиля формы 1ф
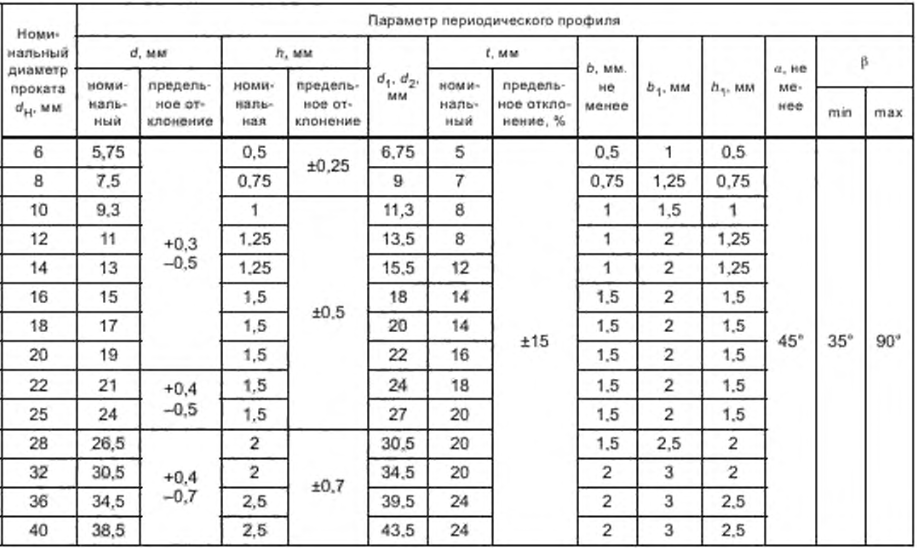
Таблица А.2 — Размеры и предельные отклонения геометрических параметров периодического профиля формы 2ф
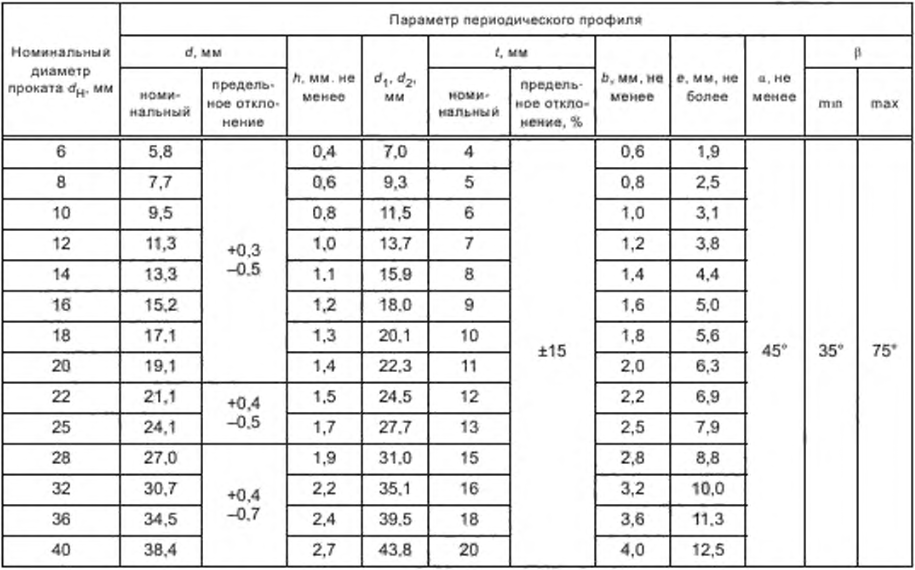
Таблица А.3 — Размеры и предельные отклонения геометрических параметров периодического профиля формы 3ф
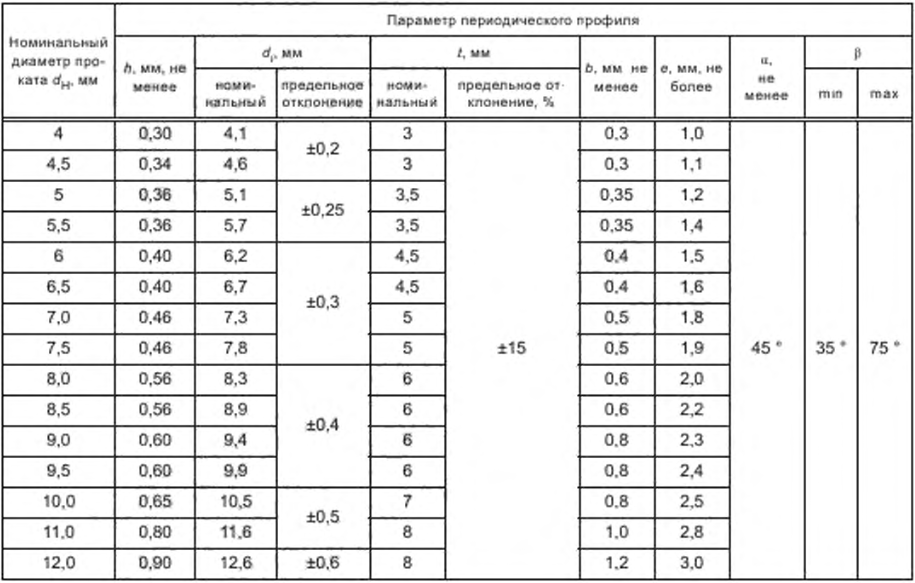
Таблица А.4 — Размеры и предельные отклонения геометрических параметров периодического профиля формы 4ф
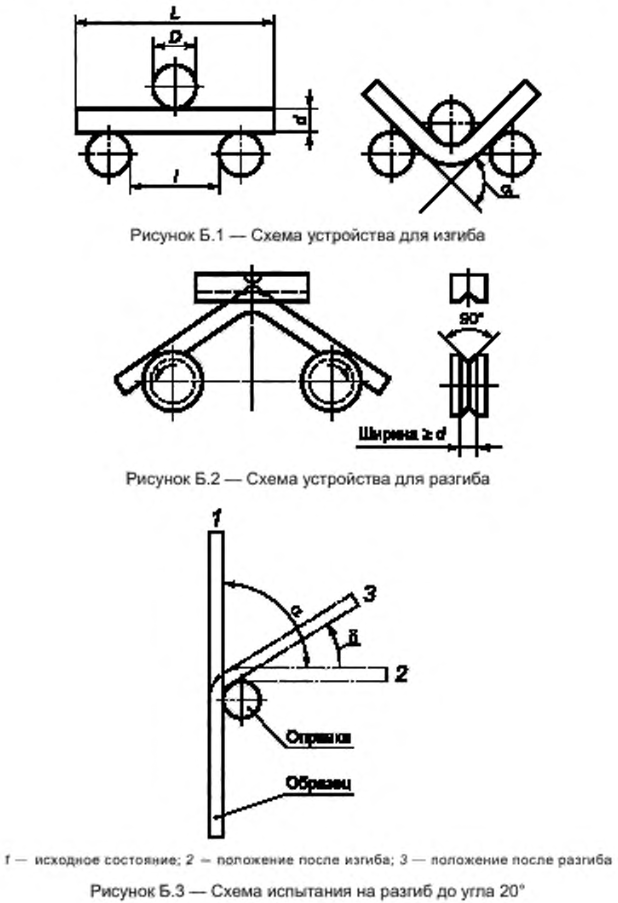
Приложение Б (обязательное)
Требования к испытанию проката на изгиб с разгибом
Б.1 Испытание на изгиб с разгибом проводят на образцах с необработанной поверхностью, имеющих сече ние. равное сечению контролируемого проката.
Б.2 Испытание на изгиб с последующим разгибом заключается:
- в пластической деформации образца проката путем изгиба до достижения заданного угла — 90*;
- в старении по режиму: нагрев испытуемого образца до температуры (100±10) "С. выдержка при данной температуре не менее 60 мин. охлаждение на спокойном воздухе при температуре (20 +15 -10) ”С;
- в разгибе (обратном изгибе) под действием силы в направлении, противоположном первоначальному, до угла 20".
Б.З Испытание проводят на универсальных испытательных машинах или прессах, оборудованных устройствами для изгиба и разгиба. Схемы устройств и испытаний приведены на рисунках Б.1— Б.З
Б.4 Испытание проводят со схоростью не более 20 градусов^ таким образом, чтобы в зоне растяжения на ходились поперечные ребра образца.
Б.5 Оси двух опор при изгибе и последующем разгибе должны оставаться в плоскости, перпендикулярной к направлению действия силы.
Б.6 Расстояние между опорами I не должно изменяться при испытании и должно быть равно
где D — диаметр оправки, мм (таблица Б.1);
dH— номинальный диаметр проката, мм.
Б.7 Углы изгиба (α) и разгиба (δ) измеряют перед освобождением от нагрузки.
Б.8 Испытуемый образец проката изгибают вокруг оправки диаметром в соответствии с таблицей Б.1.
Таблица Б.1 — Диаметр оправки для испытаний на изгиб с разгибом

Б.9 Допускается по согласованию изготовителя с заказчиком применять другие диаметры оправок для про ведения испытаний на изгиб с разгибом.
Приложение В (рекомендуемое)
Маркировка проката периодического профиля
В.1 Буквенно-цифровая маркировка
В.1.1 Маркировку класса проката, в том числе свариваемого, выполняют надписью, соответствующей классу проката по настоящему стандарту, непосредственно на прокате.
Маркировку реализованных в прокате дополнительных требований наносят в обязательном порядке на яр лык; для категорий пластичности — Н или Е; для проката, стойкого к коррозионному растрескиванию. — К; для проката с требованием к выносливости при многократно повторяющихся циклических нагрузках — У; для проката с требованиями по релаксации напряжений — Р. Пример маркировки проката класса А500, свариваемого, приведен на рисунке В.1а.
В. 1.2 Маркировку изготовителя наносят буквами как аббревиатуру наименования предприятия, полное наи менование предприятия или его товарный знак. Пример маркировки приведен на рисунке В. 16.
Допускается маркировку изготовителя наносить цифрами, соответствующими присвоенному номеру по та блице В.2. Пример маркировки приведен на рисунке В.1е.
В. 1.3 Маркировку класса проката наносят на одной стороне (в одном раду) поперечных ребер. Маркировку изготовителя наносят на стороне, свободной от маркировки класса проката.
В.1.4 Допускается маркировку класса проката и изготовителя наносить на одной стороне проката при раз делении маркировок не менее чем пятью поперечными ребрами.
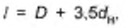
В.2 Альтернативная маркировка
В.2.1 В качестве альтернативной маркировки класса и изготовителя проката может применяться нанесение маркировки проката сочетанием поперечных ребер обычного наклона с ребрами измененного наклона (см. рисунки В.2а и В.26).
В.2.2 Допускается заменять измененный наклон ребра на измененную толщину ребра согласно рисункам В.За и В.Зб или на пропуски поперечных ребер.
В.2.3 Маркировку класса проката выполняют в зашифрованном виде на одной стороне ребер. Одно ребро с измененным углом наклона (рисунок В.2э) или одно утолщенное ребро (рисунок В.За) определяют начало считы вания маркировки класса проката. Далее следуют ребра с обычным утлом наклона или ребра обычной толщины. Их количество показывает шифр класса в соответствии с таблицей В. 1. Окончание считывания маркировки класса проката определяют одним ребром с измененным углом наклона или одним утолщенным ребром.
В.2.4 Маркировку реализованных в прокате требований из дополнительного набора технических требований допускается не наносить при согласовании в заказе.
В.2.5 Маркировку изготовителя выполняют в зашифрованном виде на стороне, свободной от маркировки класса проката. Два ребра с измененным углом наклона подряд (рисунок В.26) или два утолщенных ребра подряд (рисунок В.Зб) определяют начало считывания маркировки изготовителя. Далее за ними следуют ребра с обычным углом наклона или обычной толщины. Их количество показывает номер изготовителя согласно присвоенным номе рам. приведенным в таблице В.2. Окончание считывания маркировки изготовителя определяется одним ребром с измененным углом наклона или одним утолщенным ребром.
В.2.6 При маркировке изготовителя присвоенным двузначным номером разделение знаков (десятков и еди ниц) осуществляется дополнительным ребром с измененным углом наклона или утолщенным ребром, как показа но на примере в таблицах В.З и В.4.

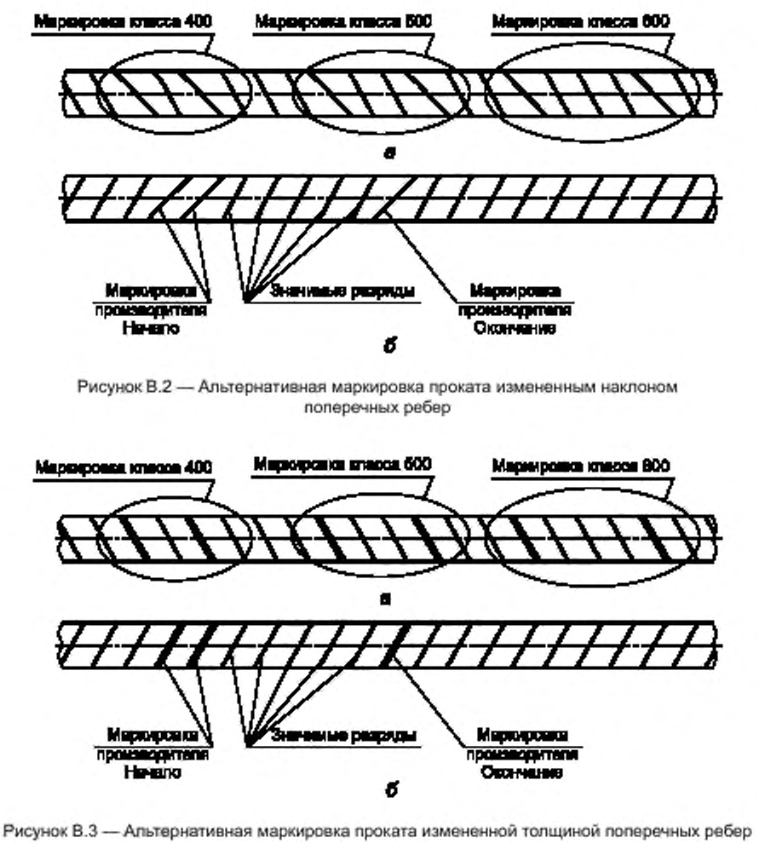
Таблица В.1 — Номера для маркировки класса проката

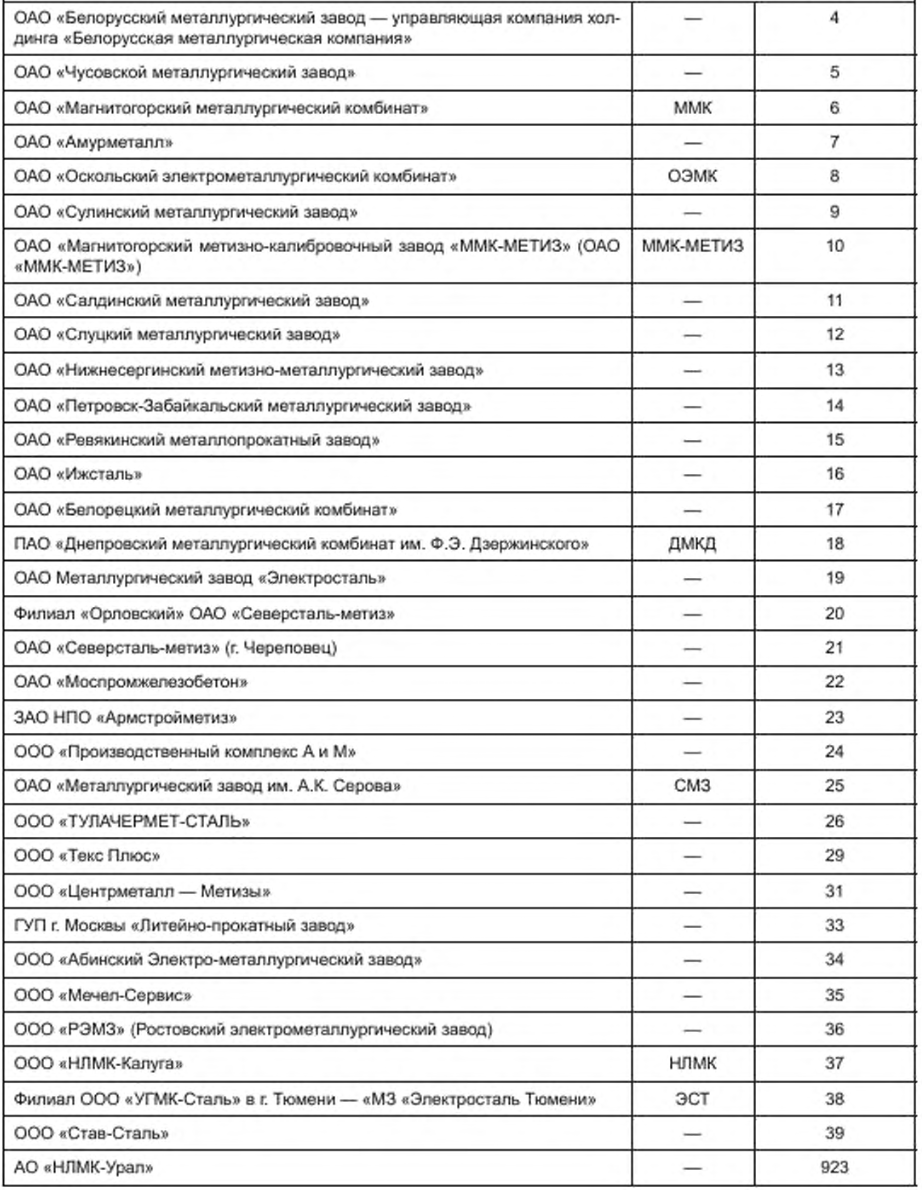
Таблица В.2 — Номера для маркировки изготовителей проката

В.2.7 Примеры маркировки проката для изготовителя с номером 1 и 12 приведены в таблице В.З и В.4.
Таблица В.З — Пример маркировки изготовителя проката измененным наклоном ребер

Таблица В.4 — Пример маркировки изготовителя проката измененным толщиной ребер

В.З Допускаются другие виды прокатной маркировки класса проката и изготовителя, не снижающие эксплу атационные свойства проката и согласованные с заказчиком.
Приложение Г (обязательное)
Методы контроля и испытаний проката на свариваемость
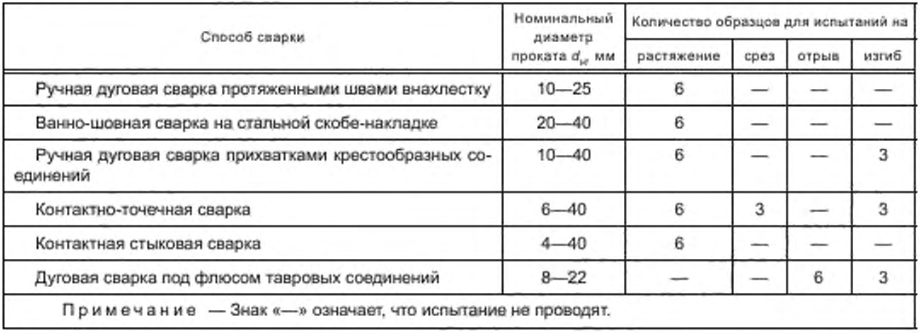
Г.1 Контроль свариваемости (пригодности к сварке) проката соответствующего номинального диаметра про водят путем испытания широко применяющихся в строительстве и в наибольшей степени влияющих на механиче ские свойства сварных соединений в соответствии с таблицей Г.1.
Таблица Г.1
Г.2 Испытаниям на свариваемость подвергают прокат минимального, среднего и максимального
ных диаметров из набора диаметров (сортамента), производимого изготовителем. Прокат каждого номинального диаметра отбирают для испытаний от трех случайно выбранных плавок.
Г.З Изготовление образцов сварных соединений
Г.3.1 Конструкции и размеры соединений для горячекатаного проката принимают такими же. как для проката класса А-Ill (А40О) по ГОСТ 14098. Для проката, изготовленного способом 2 по таблице 3. конструкции и размеры соединений принимают такими же. как для арматуры А-Ill (А400) по ГОСТ 14098. за исключением длины скобы- накпадки при ванно-шовной сварке (по типу С15-Рс по ГОСТ 14098). которая должна быть не менее (4dH + l1). где /, — зазор между свариваемыми стержнями.
Г.3.2 Применяемые для изготовления сварных образцов из горячекатаного проката оборудование, свароч ные материалы, параметры режимов сварки и особенности технологии сварки должны быть такими же. как при сварке арматуры класса А-Ill (А400) в соответствии с требованиями руководящих технических материалов на сварку. При сварке образцов из проката, полученного способами 2. 3 и 4 по таблице 3. дополнительно должно быть учтено:
- ручная дуговая сварка протяженными швами внахлестку (по типу С23-Рэ по ГОСТ 14098) осуществляется наложением швов «от краев в середину», при этом каждый последующий шов накладывается после полного осты вания предыдущего;
-при ванно-шовной сварке на стальной скобе-накладке (по типу С15-Рс по ГОСТ 14098) фланговые швы, соединяющие скобу-накладку со стержнями, должны накладываться «от краев в середину» в шахматном порядке после полного остывания основного («ванного») шва;
-контактная стыковая сварка (по типу С1-Ко по ГОСТ 14098) должна осуществляться способом непрерыв ного оплавления без предварительного подогрева. Предварительный подогрев допускается только при сварке со единений стержней диаметром 32 мм и более.
Г.3.3 Конструкции и размеры образцов для испытаний в зависимости от типа соединения, способы испыта ний и диаметры проката принимают по ГОСТ 10922 такими же. как для арматуры класса А400.
Г.4 Порядок проведения испытаний и оценка их результатов
Г.4.1 Испытания сварных образцов для классов проката А400С, А500С. А60ОС. Ап600С на растяжение, срез и отрыв проводят по методикам и с применением приспособлений, предусмотренных ГОСТ 10922 и ГОСТ 12004 для арматуры класса А400.
Г.4.2 Результаты испытаний на растяжение образцов стыковых соединений считают удовлетворительными, если разрушение происходит вне места сварки или при разрушении в области сварного соединения при временном сопротивлении не менее 500 Н/мм2 и не менее 600 Н/мм2 для проката классов А400С и А500С соответственно и не менее 700 Н/мм2 — для проката классов А600С и Ап600С. Разрушение в зоне сеарного соединения должно быть пластичным, т.е. характеризоваться заметным сужением (типа «шейки»). Хрупкие разрушения (т.е. под углом 90" к оси стержня и без видимого сужения) не допускаются.
Г.4.3 Результаты испытаний на срез крестообразных соединений считают удовлетворительными, если уси лив среза составляет не менее 0,3σT(σ0,2)FH
где от σT(σ0,2) — предел текучести проката (в соответствии с таблицами 5 или 7);
FH — номинальная площадь поперечного сечения более тонкого стержня в соединении, по оси которого прилагается нагрузка при испытаниях.
Г.4.4 Результаты испытания на отрыв тавровых соединений считают удовлетворительными, если получен ные значения временного сопротивления для каждого испытанного образца составляют не менее 500 Н/мм2 для проката классов А400С и А500С и не менее 600 Н/мм2 — для проката классов А600С и Ап600С. При этом до пускается разрушение испытуемых соединений как по арматуре на участке, расположенном в зоне термического влияния сварки, так и по зоне сплавления стержня с пластиной.
Г.4.5 Испытания на изгиб осуществляют:
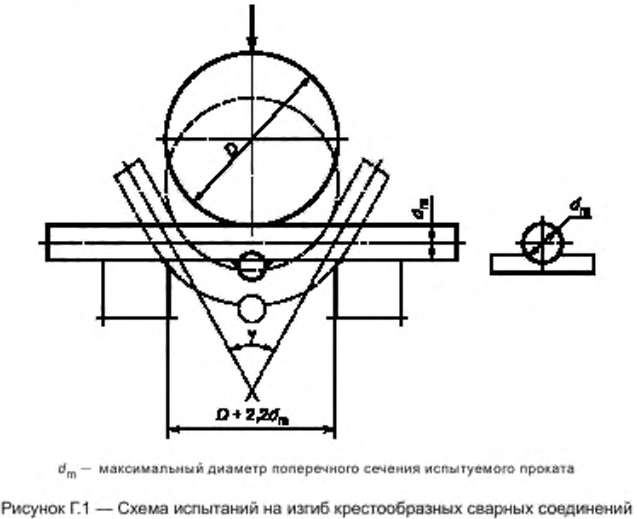
- образцов крестообразных соединений — вокруг оправки диаметром D1 равным 5dH— при диаметре рабоче го стержня до 12 мм включительно или 6dH— при диаметре рабочего стержня более 12 мм. Поперечный стержень (меньшего диаметра) при испытаниях на изгиб должен располагаться в зоне максимального изгибающего момента (рисунок Г.1);
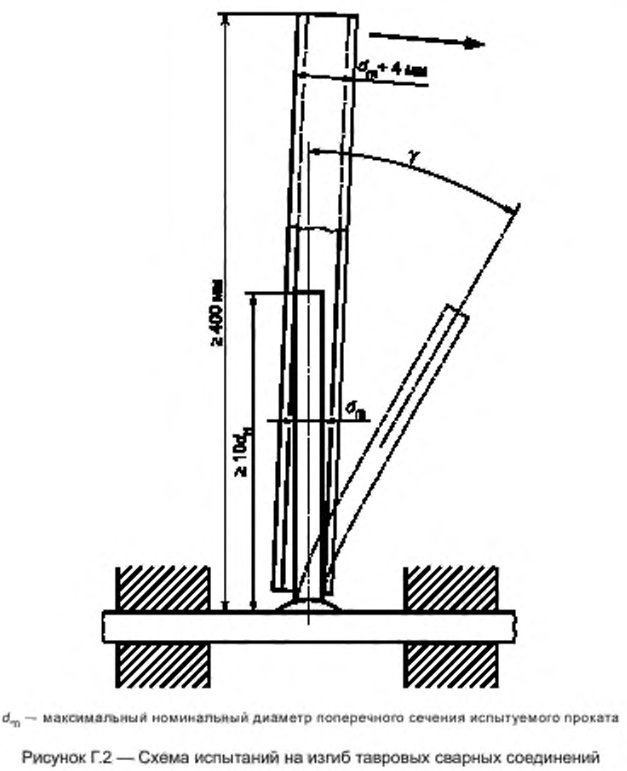
- образцов тавровых соединений стержней с пластинами — вручную с помощью трубы, надеваемой на при варенный отрезок стержня (рисунок Г.2).
Г.4.5.1 Результаты испытаний на изгиб соединений считают удовлетворительными, если до утла изгиба 60* образец не разрушился и не возникли видимые трещины. Отслоение поперечного стержня при испытаниях кресто образных соединений, выполненных контактной точечной и ручной дуговой сварками, браковочным признаком не является.
Г.4.6 Прокат считают свариваемым, если результаты испытаний образцов признаны удовлетворительными в соответствии с требованиями Г.4.2 — Г.4.5.
Приложение Д (обязательное)
Примеры условных обозначений проката
Прокат гладкий, в прутках, мерной (МД) длины 9000 мм. диаметром 12 мм. класса А240:
Пруток МД-12*9000-А240 ГОСТ 34028—2016
Прокат периодического профиля формы 1ф. в прутках, мерной (МД) длины 11700 мм, диаметром 10 мм. с предельными отклонениями по массе 1 м длины для группы ОМ1. обычной точности овальности ОВ2. класса А500. со стандартными требованиями, с контролем равномерного относительного удлинения лр, с условиями отбора и подготовки проб для проведения испытаний на растяжение и изгиб после искусственного старения (И2):
Пруток 1ф-МД- 10*11700-ОМ1-ОВ2-А500-δр-И2 ГОСТ 34028—2016
Прокат периодического профиля формы 1ф. в прутках, немерной (НД) длины, диаметром 10 мм. с предель ными отклонениями по массе 1 м длины для группы ОМ1. обычной точности по овальности ОВ2. класса А500. со стандартными требованиями:
Пруток 1ф-НД- Ю-ОМ1-ОВ2-А500 ГОСТ 34028-2016
Прокат периодического профиля, формы Зф, в мотках, диаметром 10 мм. с предельными отклонениями по массе 1 м длины для группы ОМ2. класса А500, свариваемый (С), повышенной категории пластичности (Н):
Моток Зф-10-ОМ2-А500СН ГОСТ 34028—2016
Прокат периодического профиля формы 2ф, в мотках, диаметром 12 мм. с предельными отклонениями по массе 1 м длины для группы ОМ2, класса А500. с гарантированной прочностью крестообразных соединений кон тактно-точечной сваркой:
Моток 2ф-12-ОМ2-А500 ГОСТ34028—2016 с учетом 6.1.4.2
Прокат периодического профиля, формы 2ф. для армирования предварительно-напряженных железобетон ных конструкций, в прутках, мерной 9000 мм с немерной длины (МД1), диаметром 15 мм. с предельными откло нениями по массе 1 м длины для группы ОМ1. класса АпбОО, с требованием к стойкости против коррозионного растрескивания(К):
Пруток 2ф-МД1-15*9000-ОМ1-Ап600К ГОСТ 34028-2016
Прокат периодического профиля, формы 2ф, для армирования предварительно-напряженных железобетон ных конструкций, в прутках, мерной 9000 мм с немерной длины (МД1). диаметром 15 мм. с предельными откло нениями по массе 1 м длины для группы ОМ1. класса А600. свариваемый (С), высокой категории пластичности (Е). с требованиями к выносливости при многократно повторяющихся циклических нагрузках (У), с требованием к стойкости против коррозионного растрескивания(К):
Пруток 2ф-МД1-15*9000-ОМ1-А600СЕУК ГОСТ 34028—2016
Приложение Е (обязательное)
Методика испытаний проката на выносливость при многократно повторяющихся циклических нагрузках
Е.1 Для определения соответствия выносливости проката при многократно повторяющихся циклических на- грузхах требованиям таблицы 8 для проката классов А400. А500 и А600 и таблицы 9 для проката классов Ап600, А800 и А1000 проводят испытания на выносливость при постановке проката на производство, а затем не реже одного раза в год.
Е.2 Для испытаний отбирают образцы проката минимального и максимального диаметров из набора диа метров (сортамента), производимого изготовителем, по три образца каждого диаметра, отобранных от случайно выбранных плавок стали.
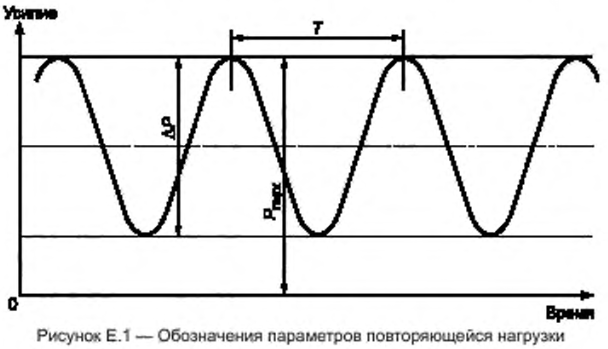
Е.З Испытания проводят при температуре (20 +15 -10) °С. при осевом растяжении на действие повторяющейся (пульсирующей) нагрузки, характеризуемой следующими параметрами в соответствии с рисунком Е.1:
- максимальное усилив цикла Рmax = σmaxFH;
- размах цикла усилий РΔ = σΔFH;
- частота приложения усилия t = 1/T
Значения σmax и Δσ принимают по таблице 8.
Е.4 Испытания проводят на испытательном оборудовании (пульсаторах) с контролем усилий при частоте приложения нагрузки f от 1 до 200 Гц. Испытания каждого образца продолжают до 2 млн циклов нагрузки или до обрыва образца, который должен располагаться по длине образца на расстоянии не менее 2dH от захватных при способлений (где dH— номинальный диаметр проката).
Е.5 Прокат признается соответствующим требованиям настоящего стандарта по выносливости, если все испытуемые образцы выдерживают 2 млн циклов.
Метод определения стойкости проката к коррозионному растрескиванию
Ж.1 Общие положения
Данный метод основан на выдержке нагруженных постоянной изгибающей нагрузкой образцов в горячем растворе азотнокислого кальция и аммония и определении времени до их разрушения.
Ж.2 Отбор и подготовка образцов
Испытания проводят не менее чем на трех образцах, отобранных от проката в состоянии поставки. Длину образцов устанавливают с учетом того, что длина их контактирующей с раствором части должна быть не менее 200 мм.
Образцы маркируют, обезжиривают ацетоном или этиловым спиртом и протирают фильтровальной бумагой.
Ж.З Аппаратура
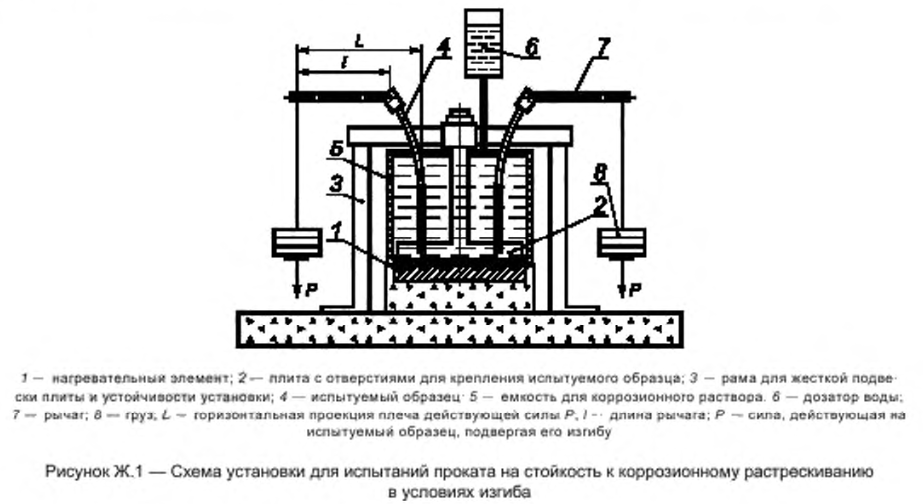
Применяют рычажную установку консольного типа, обеспечивающую постоянно приложенную изгибаю щую нагрузку в течение всего периода испытаний с погрешностью не более 2 %. Схема установки приведена на рисунке Ж.1.
Ж.4 Материалы, реактивы и растворы
Ацетон по ГОСТ 2603.
Спирт этиловый по нормативным документам'.
Кальций азотнокислый по ГОСТ 4142.
Аммоний азотнокислый по ГОСТ 22867.
Бумага фильтровальная по ГОСТ 12026.
Раствор для испытания: 600 массовых долей азотнокислого кальция и 50 массовых долей азотнокислого аммония растворяют в 350 массовых долях воды (см. ГОСТ 23732).
Ж.5 Проведение испытания
Ж.5.1 Испытания проводят в растворе при температуре 98 °С— 100 °С, при напряжении 0.9 σ0,2 (по табли цам 5, 7).
* В Российской Федерации допускается использовать ГОСТ Р 51999—2002 «Спирт этиловый технический синтетический ректификованный и денатурированный. Технические условия».
Ж.5.2 Изгибающий момент М, Н*м. вычисляют по формуле
где W — момент сопротивления поперечного сечения образца, м3, вычисленный по формуле

где d — диаметр образца, m.
Ж.5.3 Значение действующей сипы Р. Н. вычисляют по формуле

где L — горизонтальная проекция плеча силы. м.
Ж.5.4 Массу груза G, кг. вычисляют по формуле

где G0 — масса грузовой платформы и масса рычага, кг;
g — гравитационное ускорение, м*с2.
где d — диаметр образца, м.
После приложения груза массой G уточняют значение горизонтальной проекции плеча силы L и корректиру ют массу груза так. чтобы изгибающий момент соответствовал вычисленному по формуле Ж.1.
Ж.5.5 В течение испытания с помощью автоматического устройства регистрируют время до разрушения ис пытуемого образца. Если в течение времени, указанного в 6.1.7 и 6.2.6 настоящего стандарта для соответствующе го назначения проката, разрушения образца не происходит, испытания прекращают. Такой прокат считают стойким к коррозионному растрескиванию.
Ж.5.6 Статистическую оценку результатов испытаний проводят по ГОСТ 8.207.






