ТУ 14-1-5254-2006
| Купить арматуру ТУ 14-1-5254-2006 | Скачать |
Прокат периодического профиля для армирования железобетонных конструкций
Технические условия
ТУ 14-1-5254-2006
(Взамен ТУ 14-1-5254-94)
ОКП 09 З11, 09 3211, 09 3311
МКС 77.140.15
Держатель подлинника - ЦССМ ФГУП ЦНИИ Чермет им.И.П. Бардина
Срок действия: 01.02.2007г.
до 01.02.2012г.
Настоящие технические условия распространяются на прокат периодического профиля с серповидными поперечными ребрами номинальным диаметром 6-60 мм ивинтового профиля номинальным диаметром 16-40 мм, предназначенный для армирования железобетонных конструкций, и поставляемый ОАО «Западно-Сибирский металлургический комбинат» в термомеханически упрочненном в потоке прокатки состоянии.
Перечень НД, на которые имеются ссылки в настоящих технических условиях, приведены в приложении А.
1 Термины и определения
В настоящих технических условиях применены следующие термины с соответствующими определениями:
1.1 арматурный прокат периодического профиля с серповидными ребрами:Стержни с поперечными ребрами для улучшения сцепления с бетоном,
имеющими серповидную форму и не соединяющимися с продольными ребрами (рисунок 1).
1.2 арматурный прокат винтового профиля: Стержни с поперечнымиребрами, идущими по винтовой линии, которые служат не только для сцепления сбетоном, но и для соединения стержней между собой и с другими деталями с использованием гаек и муфт с внутренней резьбой (рисунок 2).
1.3 совмещение винтовых выступов для проката винтового профиляА, мм: Величина отклонения винтовых выступов профиля от теоретической винтовой линии (рисунок 2).
Остальные термины с соответствующими определениями - по ГОСТ Р 52544 и СТО АСЧМ 7.
2 Классификация и сортамент
2.1 По виду периодического профиля и механическим свойствам арматурныйпрокат подразделяют на классы:
А500С, А400С - прокат серповидного периодического профиля,
Ав500С, Ав400С - прокат винтового профиля.
В обозначении классов буквы и цифры означают:
- А - горячекатаный термомеханически упрочненный;
- С - свариваемый;
- в - винтовой;
500, 400 - предел текучести не менее, соответственно 500 и 400 Н/мм2.
2.2 Номинальный диаметр, площадь поперечного сечения и масса 1м длиныпроката должны соответствовать значениям, приведенным в таблице 1.
Таблица 1 - Номинальные диаметр, площадь поперечного сечения и масса 1 м длины арматурного проката периодического и винтового профиля

2.2.1 Арматурный прокат изготовляют в мотках или прутках, требования к которым - в соответствии с ГОСТ Р 52544.
2.3 Серповидный периодический профиль арматурного проката по конфигурации и размерам должен соответствовать основным требованиям ГОСТ Р 52544или СТО АСЧМ 7:
- шаг поперечных ребер t= (0,4-1,0) dH;
- высота поперечных ребер h=(0,065-0,1)dH;
- максимальное суммарное расстояние между концами поперечных ребер

- минимальная относительная площадь смятия поперечных ребер периодического профиля fR в зависимости от диаметра проката - по ГОСТ Р 52544 или СТОАСЧМ 7.
2.3.1 Конфигурация периодического профиля проката, его размеры и предельные отклонения - по рисунку 1 и таблице 2. Допускается поставка арматурногопроката без продольных ребер.


Таблица 2 - Размеры и параметры периодического профиля с серповидными ребрами

2.3.2 На готовом прокате контролю подлежат следующие размеры периодического профиля:
- высота поперечных ребер h;
- шаг поперечных ребер t;
- суммарное расстояние между концами поперечных ребер (e1+ e2);
- овальность проката |d1 - d2| - разность наибольшего и наименьшего размеров поперечного сечения проката в одном сечении по абсолютной величине (безучета знака).
Остальные размеры даны для построения прокатных калибров и на готовом прокате не контролируются.
Допускается вместо всех перечисленных размеров контролировать только относительную площадь смятия ребер fR и овальность проката.
2.4 Винтовой профиль арматурного проката представляет собой винтовые выступы, идущие по однозаходной правой винтовой линии, позволяющие в любом месте по длине проката образовывать винтовые соединения проката с помощью гаек имуфт со специальной резьбой.
По согласованию с потребителем допускается производство винтового проката с выступами, идущими по однозаходной левой винтовой линии.
2.4.1 Конфигурация винтового профиля проката, его размеры и предельныеотклонения - в соответствии с рисунком 2 и таблицей 3.
На гладких участках поверхности проката, разделяющих ряды винтовых выступов, допускается наличие продольных ребер или желобков.
На готовом прокате контролю подлежат следующие размеры винтового профиля: dB, dr, h, t, b и Δ .
2.4.2 По согласованию с потребителем при производстве проката винтовогопрофиля без контроля совмещения винтовых выступов А по таблице 3 и с предельным отклонением по величине шага выступов ±15%, допускается его поставка какпроката периодического профиля с серповидными выступами.
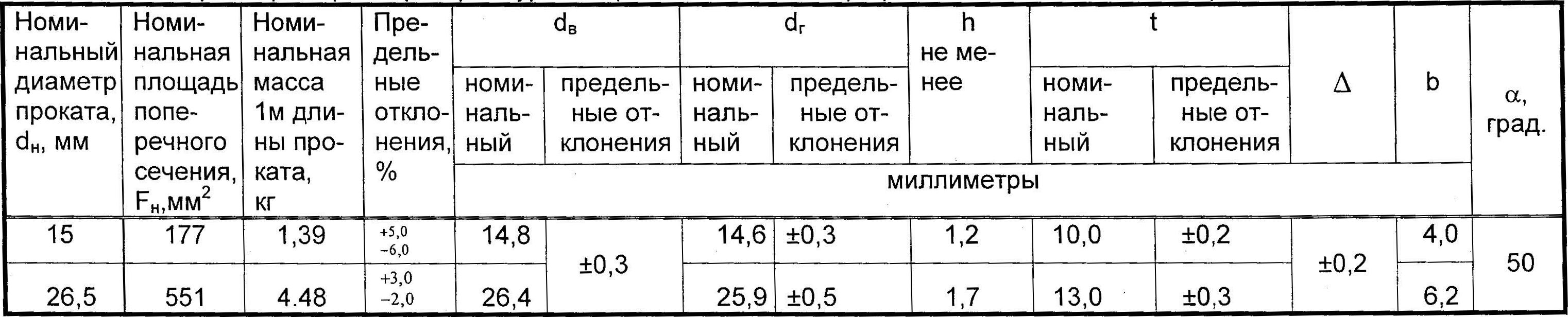
2.4.3 По согласованию с потребителем допускается производство и поставкаарматурного проката винтового профиля номинальных диаметров 15,0 и 26,5 мм, невходящих в стандартный сортамент арматурного проката по таблице 1. Конфигурация винтового профиля проката номинальных диаметров 15,0 и 26,5 мм, номинальный диаметр, площадь поперечного сечения, масса 1 м длины и размеры - в соответствии с рисунком 2 и таблицей 4.
Таблица 3 - Размеры арматурного проката винтового профиля
В миллиметрах
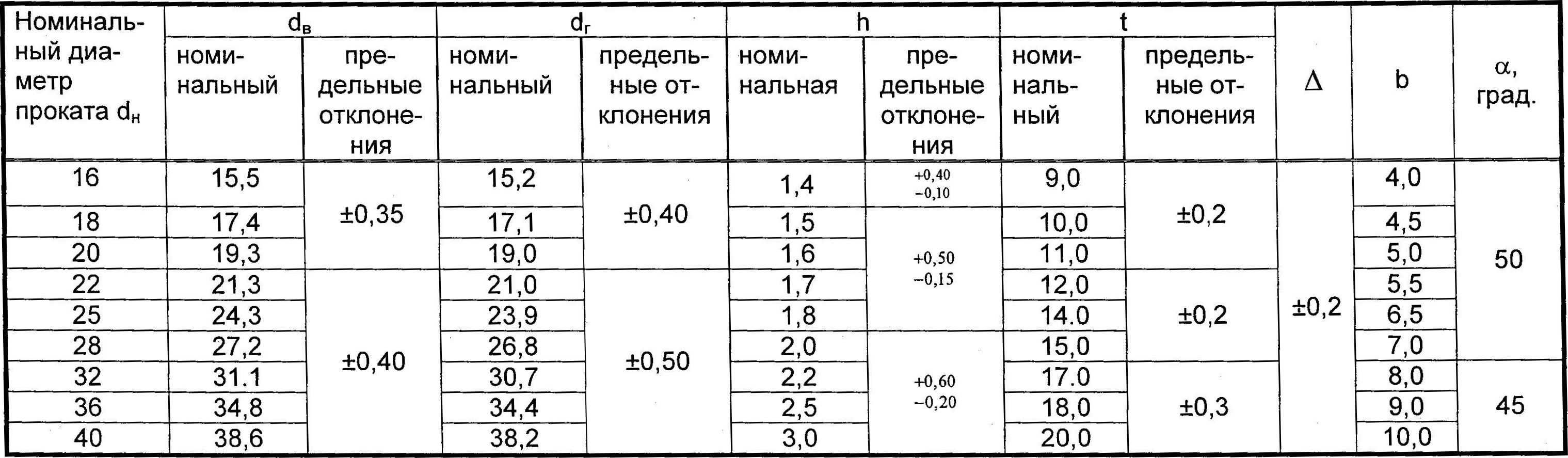
Таблица 4 - Параметры и размеры арматурного проката винтового профиля номинальным диаметром 15 и 26,5 мм
2.5 Допускается смятие торцов арматурного проката серповидного и винтового профиля в процессе его порезки на ножницах.
Пример условного обозначения.
Прокат арматурный в прутках, обычной точности (В), немерной длины (НД), номинальным диаметром 36 мм, класса А500С:
Пруток В-НД- 36-А500С ТУ 14-1-5254-2006.
3 Технические требования
3.1 Арматурный прокат изготовляют в соответствии с требованиями настоящих технических условий по технологическому регламенту изготовителя, утвержденному в установленном порядке.
3.2 Свойства арматурного проката должны соответствовать нормам, изложенным в таблице 5.
Таблица 5 - Свойства арматурного проката

3.3 Арматурный прокат должен выдерживать одно из следующих испытаний:
- на однократный изгиб при нормальной температуре до угла не менее 160°вокруг оправки диаметром, равным 3dH;
- на изгиб до угла не менее 90° с последующим разгибом на угол не менее 20°.При испытаниях на изгиб с последующим разгибом диаметры оправки для первоначального изгиба должны соответствовать указанным в таблице 6.
Таблица 6 - Диаметры оправки для первоначального изгиба образцов арматурного проката при испытаниях на изгиб с последующим разгибом

3.4 Химический состав стали и значение углеродного эквивалента должны соответствовать ГОСТ Р 52544 и указанным в таблице 7.
Таблица 7 - Химический состав стали и значения углеродного эквивалента

Примечания
- Для стали, содержащей нитридообразующие элементы, массовую долю азота не ограничивают.
- Для проката диаметром более 32 мм допускается увеличение в стали массовой доли углерода до 0,26% и углеродного эквивалента Сэкв до 0,53% (в готовом прокате - соответственно до 0,27% и 0,57%).
3.5. По согласованию потребителя с изготовителем арматурный прокат может поставляться из стали с углеродным эквивалентом, %:
для проката диаметром до 10 мм - не менее 0,26 (0,28)*;
от 12 до 18 мм - не менее 0,30 (0,32)*;
от 20 до 28 мм - не менее 0,35 (0,37)*;
более 28 мм - не менее 0,40 (0,42)*;
*в скобках - значения Сэкв для готового проката,
3.6 Свариваемость арматурного проката обеспечивают химическим составомстали и технологией его изготовления.
3.7. По согласованию потребителя с изготовителем свариваемость арматурного проката контролируют при проведении добровольной сертификации в соответствии с Приложением Б.
3.8. По согласованию потребителя с изготовителем выносливость арматурного проката контролируют при проведении добровольной сертификации в соответствии с Приложением Б.
3.9. По согласованию потребителя с изготовителем арматурный прокат можетпоставляться с гарантией статистической обеспеченности его временного сопротивления σв и предела текучести σт (σ0,2) в соответствии с ГОСТ Р 52544.
3.10. Качество поверхности арматурного проката - в соответствии сГОСТ Р 52544 или СТО АСЧМ 7.
4 Правила приемки
4.1 Правила приемки - в соответствии с ГОСТ Р 52544 или СТО АСЧМ 7 соследующими дополнениями.
4.1.1 Кроме приемосдаточного контроля у изготовителя и входного контроля употребителя, в добровольном порядке может проводиться сертификация арматурного проката на соответствие настоящим техническим условиям в системах сертификации, зарегистрированных в установленном порядке, с проведением испытаний внезависимых испытательных лабораториях.
4.1.2. Добровольная сертификация на соответствие настоящим техническим условиям может проводиться по одной из следующих двух схем сертификации:
- по заявке изготовителя проката на серийно выпускаемый арматурный прокат с выдачей сертификата соответствия сроком действия - три года с ежегодныминспекционным контролем;
- по заявке потребителя на партию арматурного проката, полученную потребителем с выдачей сертификата соответствия на срок, необходимый для переработки проката.
4.1.3 Объем испытаний и контролируемые характеристики при проведениисертификации - в соответствии с рекомендациями Приложения Б.
5 Методы испытаний
5.1 Методы испытаний - в соответствии с ГОСТ Р 52544, ГОСТ 12004 или СТОАСЧМ 7 со следующими дополнениями:
5.1.1 Для арматурного проката диаметром более 32 мм допускается определение механических свойств без испытаний образцов на растяжение в соответствиис отдельными техническими условиями, утвержденными в установленном порядке.
5.1.2 Прокат винтового профиля контролируют определением размеров винтовых выступов и навинчиванием контрольной гайки по рисунку 3 и таблице 8 на всюее длину от руки (без применения гаечного ключа).
Допускается использование контрольной гайки длиной, уменьшенной по сравнению с таблицей 8 - 0,5Lr, при этом расстояние между внутренними витками резьбы принимают на 1 мм меньше, чем по таблице 8 - (Вср-1мм).
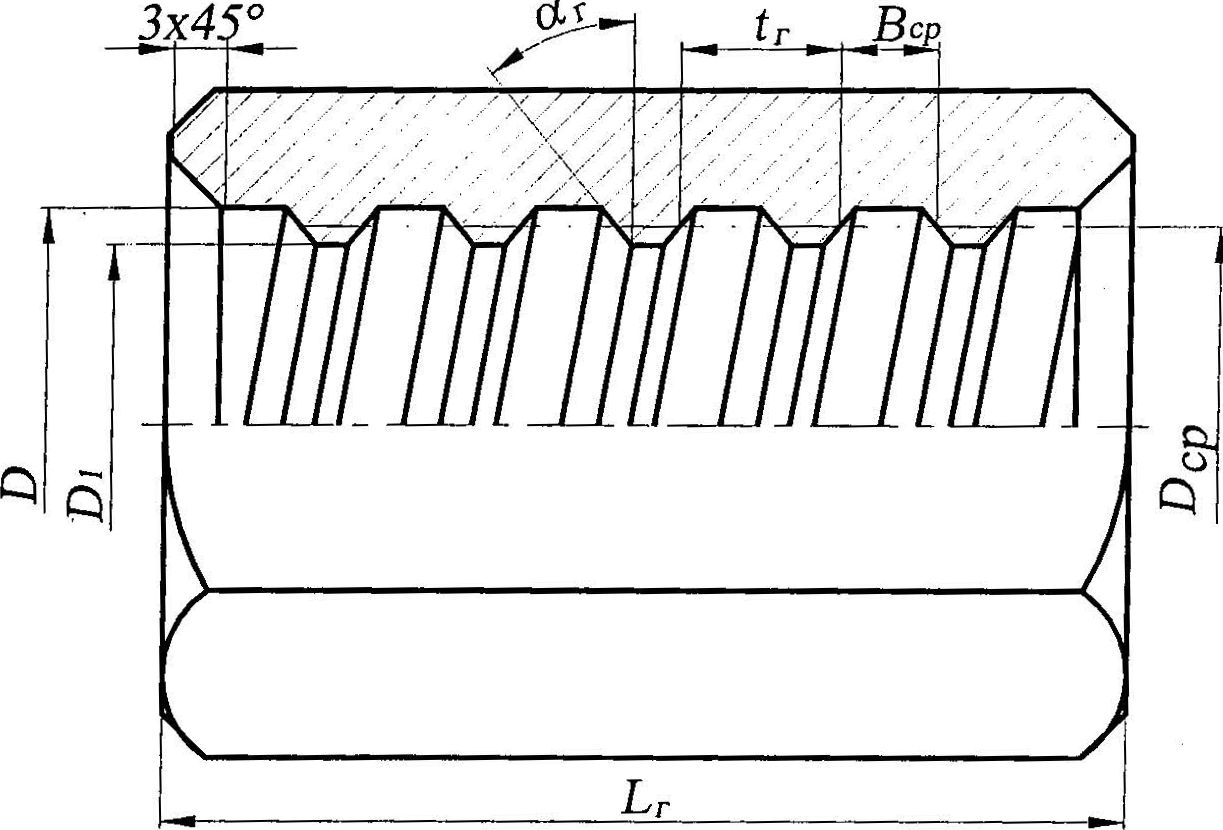
Рисунок 3 - Гайка для контроля арматурного проката винтового профиля
Таблица 8 - Размеры гайки для контроля винтового профиля
В миллиметрах

6 Маркировка, упаковка, транспортирование и хранение
6.1 Маркировка, упаковка, транспортирование и хранение арматурного проката - всоответствии с ГОСТ Р 52544 или СТО АСЧМ 7 со следующими дополнениями.
6.1.1 На поверхности арматурного проката периодического профиля должны располагаться прокатные знаки с обозначением знака предприятия-изготовителя - Запсиб-меткомбината и класса проката. Прокатная маркировка должна выполняться в соответствии с ГОСТ Р 52544 и не должна ухудшать качество проката, в том числе сцепление сбетоном. Допускаются другие виды маркировки по согласованию с потребителем.
6.1.2. Прокат винтового профиля прокатными знаками не маркируют.
Приложение А
(справочное)
ПЕРЕЧЕНЬ НД,
НА КОТОРЫЕ ИМЕЮТСЯ ССЫЛКИ В ТЕКСТЕ ТЕХНИЧЕСКИХ УСЛОВИЙ

Приложение Б
(рекомендуемое)
Методика проведения добровольной сертификации арматурного проката
Б.1 Определения
Б. 1.1 Орган сертификации (ОС) - организация, уполномоченная в системах добровольной сертификации, зарегистрированных Федеральным агенством по техническому регулированию и метрологии России, проводить сертификационные работы и выдавать соответствующие сертификаты соответствия.
Б. 1.2 Испытательный центр, лаборатория (ИЦ, ИЛ) - организации, уполномоченные производить контроль качества арматурного проката.
Б. 1.3 Сертификат соответствия - документ, удостоверяющий соответствие арматурного проката требованиям настоящих технических условий и выдаваемыйорганом сертификации (ОС) на основании результатов испытаний испытательнымцентром или лабораторией (ИЦ, ИЛ). Сертификат соответствия выдается по однойиз двух схем сертификации в соответствии с 4.1.2.
Б. 1.4 Сертификация - комплекс работ (отбор образцов, испытания, обработка результатов) по определению соответствия арматурного проката требованиям нормативного документа.
По времени проведения могут различаться следующие виды сертификации:
- первичная сертификация;
- инспекционный контроль;
- повторная сертификация.
Повторная сертификация проводится после истечения срока действия первичной (или предыдущей повторной) сертификации и проводится аналогично первичной.
При инспекционном контроле проводится продление срока действия первичного или повторного сертификата при условии отсутствия изменений в технологии производства. При наличии таких изменений необходимость проведения дополнительных испытаний определяется по согласованию с органом по сертификации (ОС)и испытательной лаборатории (ИЛ).
Б. 1.5 Контрольная партия - партия (плавка) арматурного проката одного диаметра, выбранная для отбора образцов с целью проведения сертификационных испытаний.
Б.2 Сертификация арматурного проката серийного производства (для производителя)
Б.2.1 Сертификат соответствия на серийно производимый арматурный прокат выдает орган сертификации производителю на срок до трех лет при условии соответствия свойств образцов арматурного проката, отобранных от контрольных партий, требованиям настоящих технических условий.
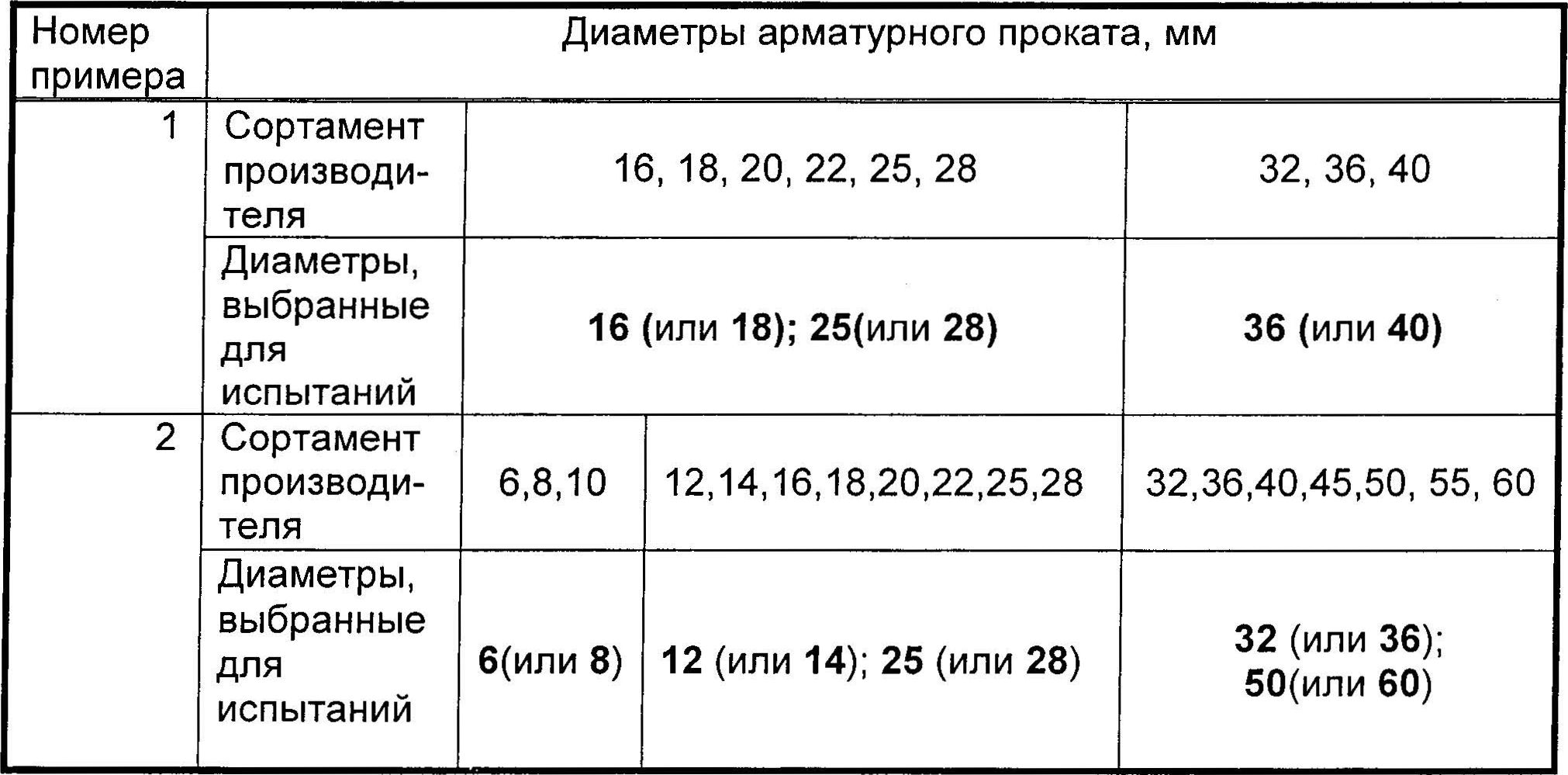
Б.2.2 Для проведения сертификационных испытаний случайным образом назначают контрольные партии (или плавки) арматурного проката разного диаметра. Диаметры арматурного проката назначают в зависимости от набора диаметров арматурного проката (сортамента), серийно производимого изготовителем. Выбордиаметров проводят по аналогии с примерами, приводимыми в таблице Б.1.
Таблица Б.1 - Примеры выбора диаметров арматурного проката для сертификационных испытаний в зависимости от сортамента производителя
Б.2.3 Контролируемые характеристики проката серповидного и винтового профилей и объем испытаний - в соответствии с таблицей Б2.
Таблица Б.2
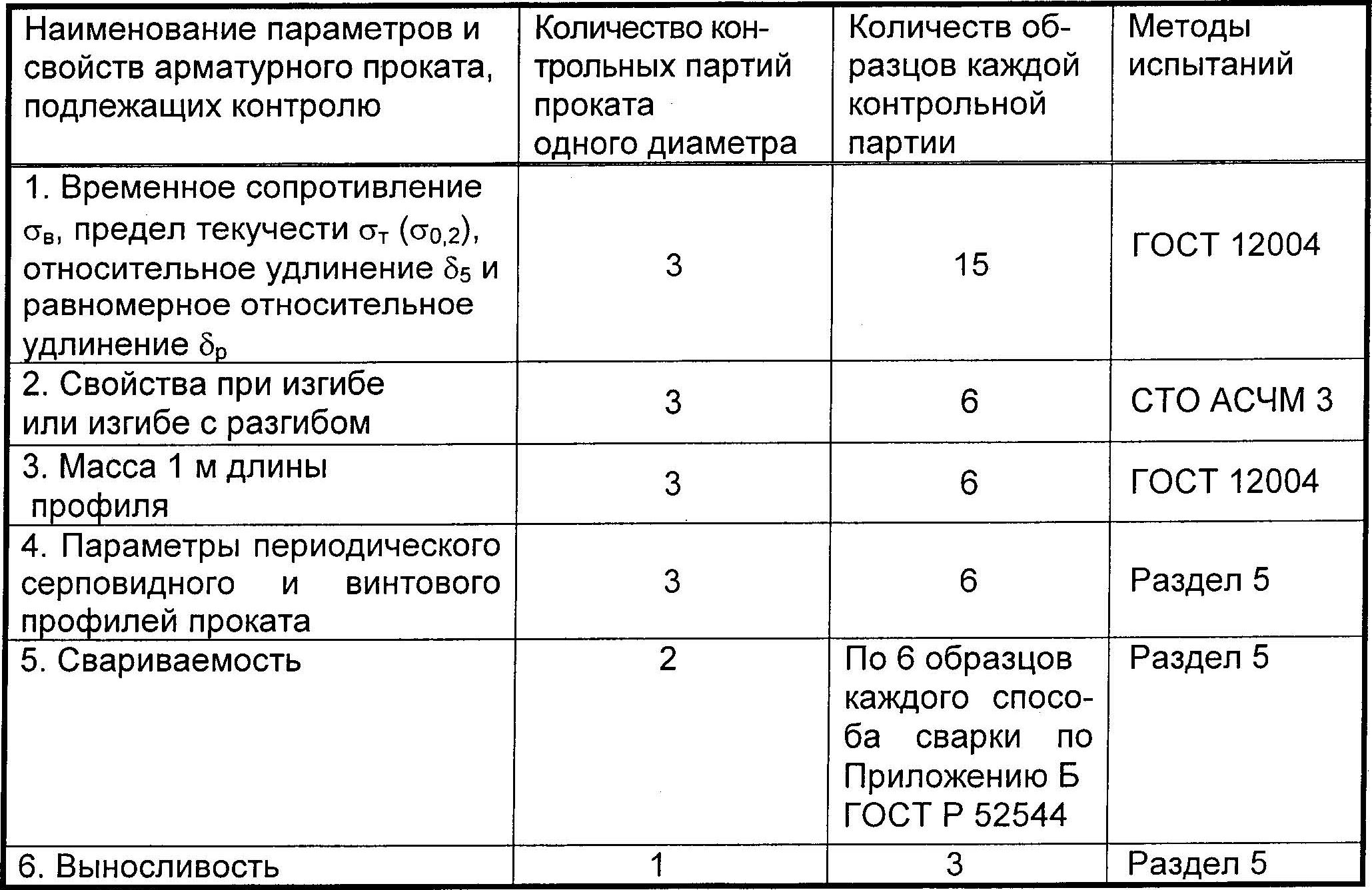
Б.2.4 Оценку результатов испытаний образцов проката, отобранных от контрольных партий проводят следующим образом:
- для параметров и свойств арматурного проката №№ 2, 5 и 6 по таблице Б.2
- альтернативным методом (т.е. по соответствию фактических свойств требованиямнастоящих технических условий);
- для параметров и свойств арматурного проката №№ 1, 3 и 4 по таблице Б.2
- с проверкой их статистической обеспеченности в соответствии с Б.2.5.
Б.2.5 Проверку статистической обеспеченности свойств арматурного проката проводят отдельно для каждого диаметра проката по формуле:
 (Б1)
(Б1)
где X - среднее арифметическое значение результатов испытаний и измерений образцов арматурного проката (параметры и свойства № 1, 3 и 4 по таблице Б.2);
X - нормативные значения механических свойств и размеров арматурного проката (параметры и свойства № 1, 3 и 4 по таблице Б.2), принимаемыепо таблицам 1,2,3,4 и 5;
S - среднее квадратическое отклонение результатов испытаний;
К - коэффициент, определяемый по таблице Б.З в зависимости от числа испытаний п при 95% надежности оценки (р=0,95) и 90% вероятности (1-α=0,90).
Таблица Б.З

Б.2.6 Сертификат соответствия выдают в случае положительных результатов испытаний образцов арматурного проката по Б.2.2 - Б.2.5. В случае неудовлетворительных результатов испытаний контрольных партий арматурного проката, испытания повторяют на удвоенном количестве образцов, и их результаты считаютокончательными. В случае неудовлетворительных результатов повторных испытаний, испытательные центры или испытательные лаборатории (ИЦ, ИЛ) и изготовитель совместно принимают решение по корректировке технологии производстваарматурного проката и назначению новых контрольных партий.
Б.З. Сертификация партии арматурного проката (для потребителя)
Б.3.1 Сертификат на партию арматурного проката выдают потребителю при условии соответствия требованиям настоящих технических условий результатовиспытаний образцов арматурного проката, отобранных от одной или несколькихконтрольных партий в составе сертифицируемой партии.
Количество контрольных партий назначают по договоренности между потребителем и органом сертификации в зависимости от количества диаметров и числа партий (плавок) арматурного проката в сертифицируемой партии, исходя из схемыпо таблице Б.4.
Таблица Б.4
| Сертифицируемая партия | Количество контрольных партий | Примечания | |
| количество диаметров | количество партий-плавок | ||
| до 3 | до 9 | 4 | Минимального и максимального диаметра |
| более 3 | более 9 | 6 | Минимального, среднего и максимального диаметра
|
Б.3.2. Контролируемые при сертификационных испытаниях характеристики и объём испытаний - в соответствии с таблицей Б.2 со следующими изменениями-количество образцов для испытаний от каждой контрольной партии-6шт.;- испытания на выносливость не проводят.
ПРОКАТ ПЕРИОДИЧЕСКОГО ПРОФИЛЯ ДЛЯ АРМИРОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Технические условия
ТУ 14-1-5254-2006
Изменение №1
Держатель подлинника - ЦССМ ФГУП «ЦНИИ Чермет им . И.П. Бардина»
Дата введения: 01.03.2008 г.
1 Пункт 5.1.1 изложить в редакции:
«5.1.1 Для арматурного проката диаметром 32-60 мм разрешается определение временного сопротивления σв физического σт или условного σ0,2предела текучести и относительного удлинения δ5 по результатам испытанияна твердость в соответствии с ТУ 14-1-5557-2007».
2 Приложение А. Дополнить ТУ 14-1-5557-2007 с ссылкой на подпункт 5.1.1.
ПРЕДВАРИТЕЛЬНОЕ ИЗВЕЩЕНИЕ об изменении к ТУ14-1-5254-2006
«Прокат периодического профиля для армирования железобетонных конструкций»
Пункт 3.2.Таблица 5.Столбец «Значение для класса». Заменить обозначение класса: «400С» на А400С».
Основание : Исправление опечатки, допущенной в технических условий.
| Купить арматуру ТУ 14-1-5254-2006 |