ТУ 14-105-737-2004
| Скачать |
ТРУБЫ СТАЛЬНЫЕ ЭЛЕКТРОСВАРНЫЕ ПРЯМОШОВНЫЕ КРУГЛОГО И ПРОФИЛЬНОГО СЕЧЕНИЙ.
ТЕХНИЧЕСКИЕ УСЛОВИЯ ТУ 14-105-737-2004
Настоящие технические условия распространяются на трубы стальные электросварные прямошовные из углеродистых и низколегированных марок стали, без последующей термообработки.
Трубы, указанные в данном техническом условии, изготавливаются круглого, квадратного, прямоугольного, плоскоовального и полуовальногосечений и предназначены для общего назначения, а также для производства металлических конструкций и мебели.
Пример условного обозначения электросварных труб:
Труба стальная электросварная круглого сечения, с наружным диаметром 25 мм, толщиной стенки 2,0 мм, длиной 5900 мм, тип поставки А из сталимарки 08пс ГОСТ 1050:

Труба стальная электросварная квадратного сечения наружным размером 70х70 мм, толщиной стенки 3,5 мм, длины 11800 мм, тип поставки В:

Труба стальная электросварная прямоугольного сечения наружным размером 40х20 мм, толщиной стенки 1,5 мм, длиной 5900 мм, тип поставки С из стали марки Ст2пс по ГОСТ 380:

Труба стальная электросварная плоскоовального сечения наружным размером 40х20 мм, толщиной стенки 1,2 мм, длиной 5900 мм, тип поставки С из стали марки Ст2пс по ГОСТ 380:

Труба стальная электросварная полуовального сечения размером 40х25 мм, толщиной стенки 1,5 мм, длиной 5800 мм, тип поставки В:

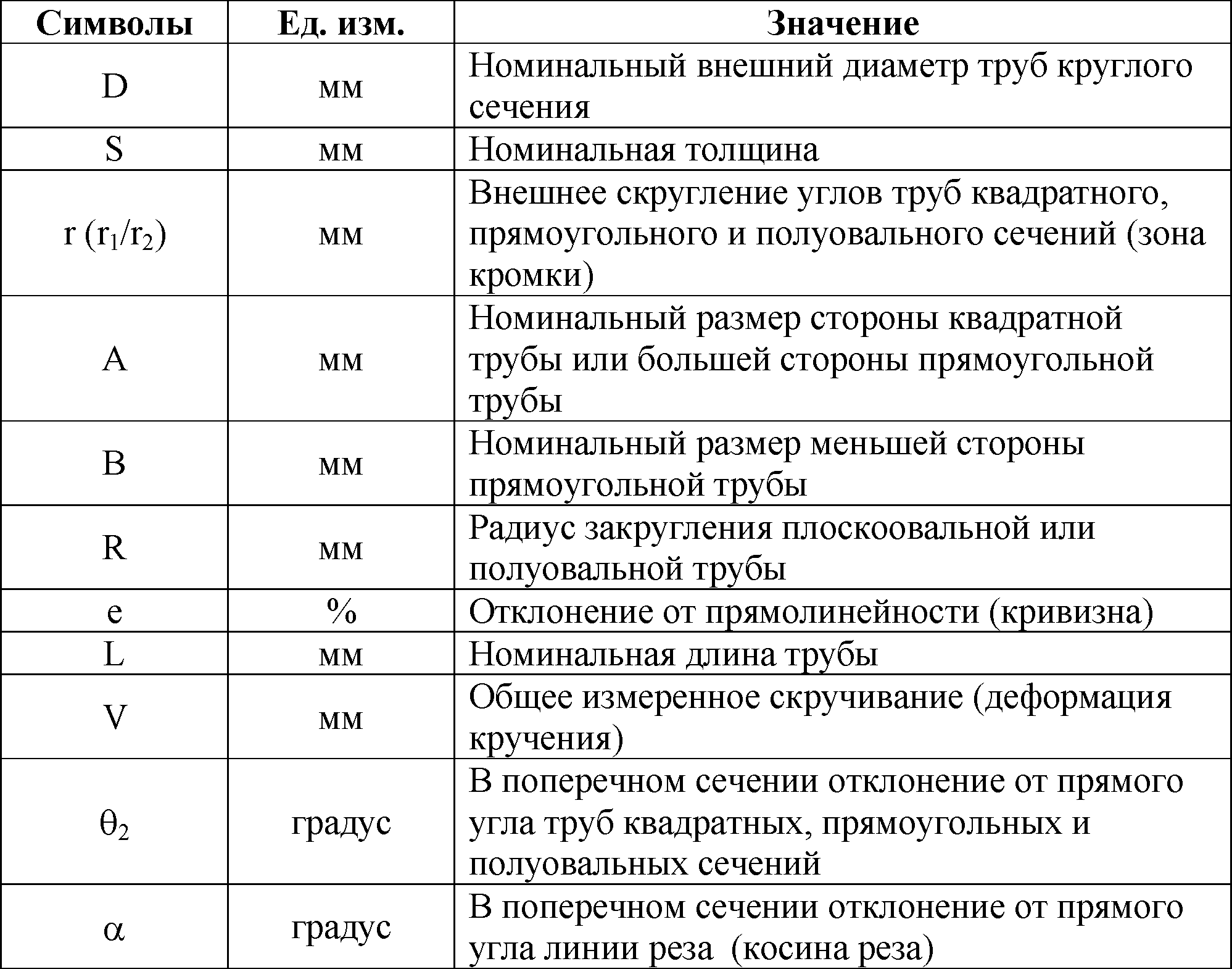
1 Символы
Символы, использованные в настоящем техническом условии, представлены в таблице 1
Таблица 1 Символы, используемые в настоящем техническом условии
2 Информация, предоставляемая покупателем
Ниже указанная информация предоставляется покупателем во время размещения заказа или заявки:
a. количество (масса);
b. тип поставки (см. п. 5.4);
c. профилеразмер трубы (см. приложение А1^А5, приложение В1^В3);
d. длина трубы (см. табл. 3);
e. вид подката (см. п. 5.2, приложение А1^А5, приложение В1^В3);
f. вид упаковки (см. п. 7.2);
g. виды испытаний (см. п. 6.2);
h. дополнительные условия поставки (см. п.п. 3.5; 3.7; 3.8; 5.10; 7.1; 7.3; 7.4).
Примечание: Если покупатель не указывает какой либо из предложенных вариантов, то способ производства устанавливает производитель.
3 СОРТАМЕНТ
3.1 Трубы круглого сечения
Форма и размеры труб круглого сечения должны соответствовать указанным на рисунке 1 и в приложениях Al, В1.
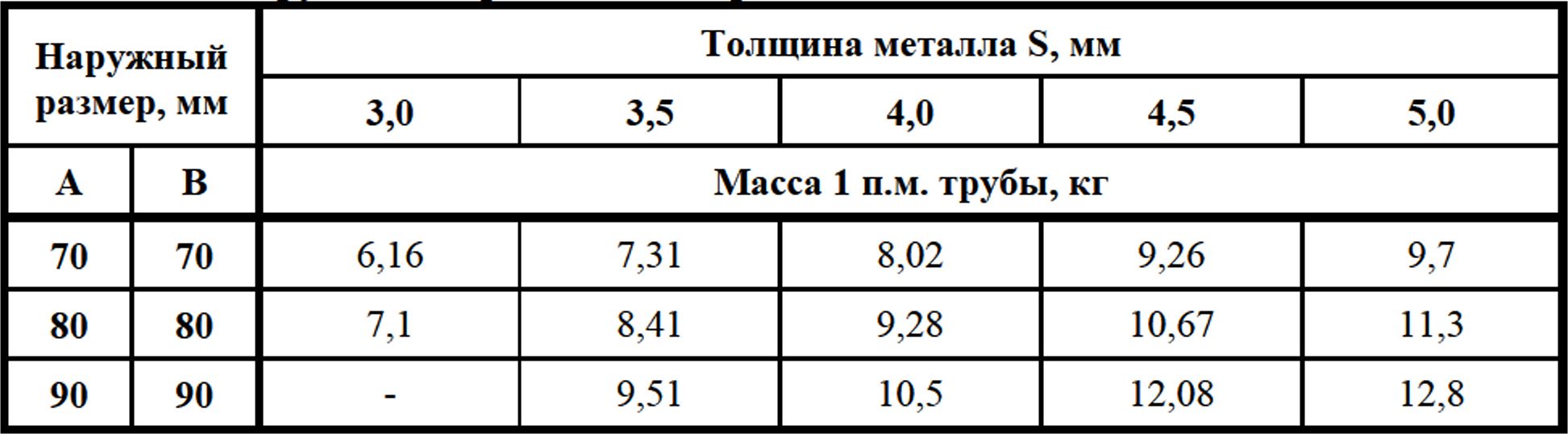
3.2 Трубы квадратного сечения
Форма и размеры труб квадратного сечения должны соответствовать указанным на рисунке 2 и в приложениях А2, В2.

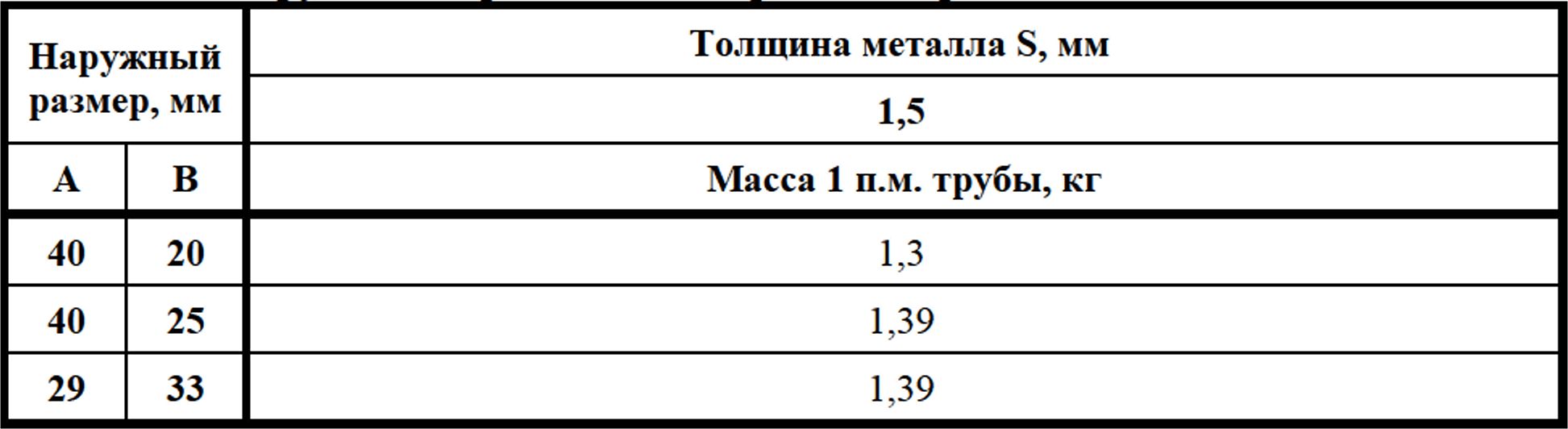
3.3 Трубы прямоугольного сечения
Форма и размеры труб прямоугольного сечения должны соответствовать указанным на рисунке 3 и в приложениях АЗ, ВЗ.


3.4 Трубы овального сечения
Форма и размеры труб плоскоовального сечения должны соответствовать указанным на рисунке 4 и в приложении А4, полуовального сечения нарисунке 5 и в приложении А5.

3.5 Трубы других профилеразмеров
По согласованию изготовителя с потребителем разрешается поставка труб других профилеразмеров.
Согласованная форма и размер труб, толщина стенки указывается в заказе (спецификации).
3.6 Теоретические массы
Теоретические массы, приведенные в приложениях А1-ьА5 и В1НВЗ, яв-Ляются справочным материалом и могут отличаться от фактической массы на±12%.
3.7 Внешнее скругление углов (зона кромки) для труб квадратного,прямоугольного и полуовального сечения (см. таблицу 2)
Таблица 2

Внешнее скругление углов (зона кромки) (рис.7) примерно равны ( r1 & r2), но могут быть и неодинаковы в зависимости от технологии производства. Длятруб с почти острыми кромками (r & S) не гарантируются ни статическая, нидинамическая нагрузки.
Примечание: внешнее скругление углов (r) может быть дополнительно согласовано между потребителем и производителем. Согласованное внешнеескругление углов указывается в заказе (спецификации).
3.8 Длина труб
3.8.1. Трубы из холоднокатаной, горячекатаной травленой и горячекатанойрулонной заготовки, производимые по сортаменту приложений А1^А5 ипоставляемые в упаковке, производятся длиной 5800 мм.
3.8.2. Трубы из горячекатаной травленой и горячекатаной рулонной заготовки,производимые по сортаменту приложений А1^А5 и поставляемые безупаковки, производятся длиной 5900 мм.
3.8.3. Трубы, производимые по сортаменту приложений В1^В3, производятсядлиной 11800 мм.
3.8.4. Допускается наличие немерных труб в пакетах. Немерными считаютсятрубы не короче 2,5 м. Наличие немерных труб не должно превышать 10 % отколичества труб по пакетам.
Примечание: По согласованию изготовителя с потребителем допускается поставка труб других длин. Согласованная длина указывается в заказе(спецификации).
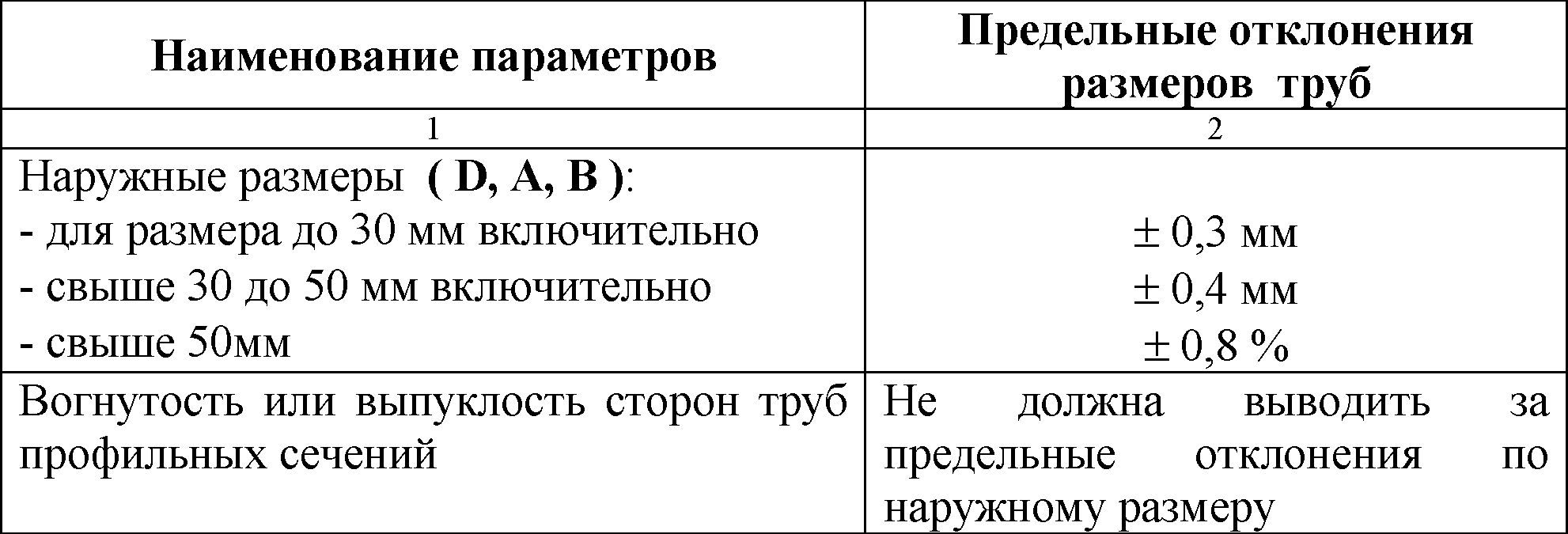
3.9 Допуски
Допуски на размеры труб не должны превышать величин, приведенных в таблицах 3.1, 3.2.
Таблица 3.1
Продолжение таблицы 3.1
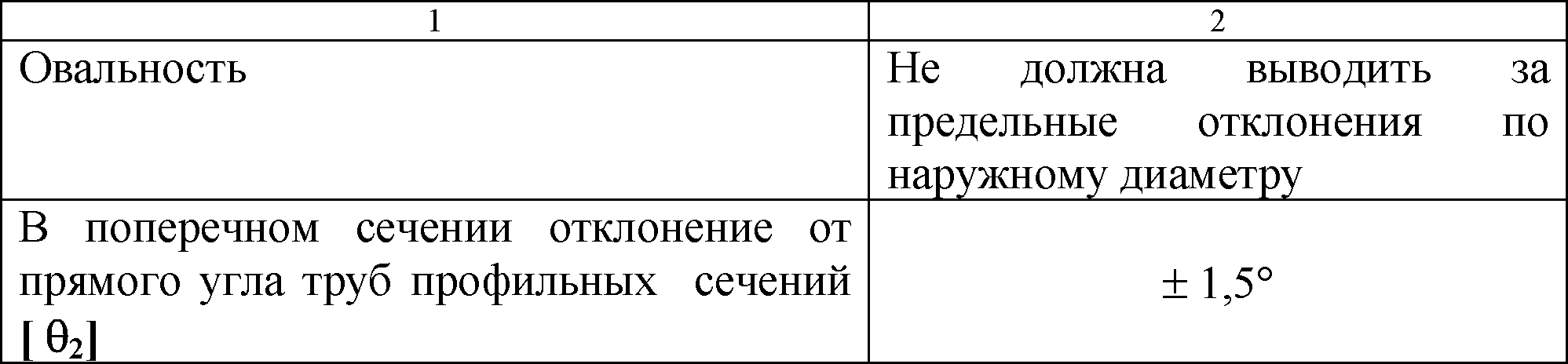
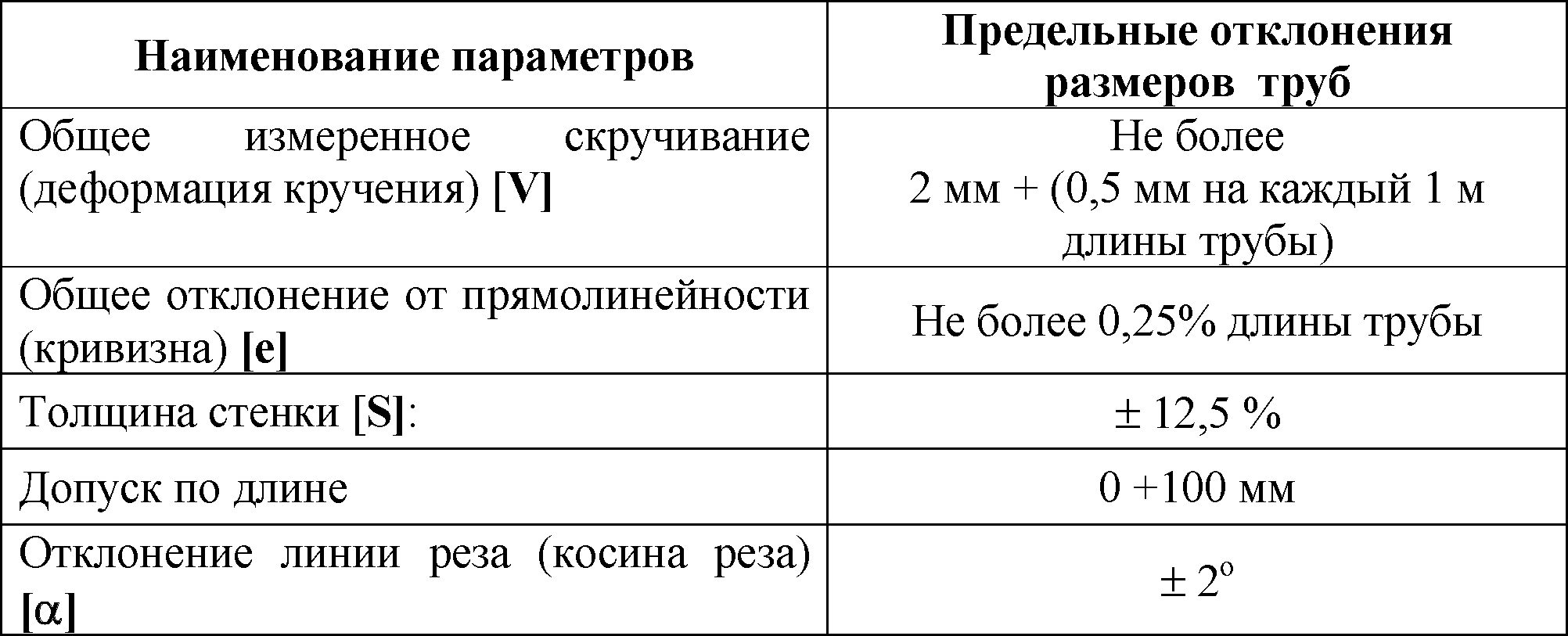
Таблица 3.2
Примечание: На концах труб, порезанных в линии стана, допускается наличие остаточных заусенцев, обусловленных способом резки. При порезкетруб на прессе допускается смятие торца трубы.
4 Измерение размеров и форм
4.1 Общие положения
Внешние размеры, перечисленные в таблице 3.1, должны быть измерены на расстоянии не менее 50 мм от конца трубы.
4.2 Наружные размеры (D, A, B)
На трубах наружные размеры (D, A, B) должны быть измерены микрометром или штангенциркулем по усмотрению поставщика.
4.3 Прямоугольность сторон (02)
Отклонение прямоугольности сторон труб квадратного, прямоугольного сечения, а также сторон А и В труб полуовального сечений должно измерятьсякак расхождение между 900 и углом 01, как это показано на рис. 6.
4.4 Внешнее скругление угла (зона кромки)
Внешнее скругление углов (размер сглаживания или закругления на переходе боковых плоскостей)rj и r2 - это расстояние между точкой
пересечения плоской стороны угла с дугой скругления и точкой пересечения проекции плоских сторон по углам. Определение величины угловогоскругления показано на рис. 7.
4.5 Общее измеренное скручивание (деформация кручения) (V)
Деформация кручения труб профильного сечений должна быть определена согласно рис. 8.
Труба должна быть помещена на горизонтальную поверхность, опираясь одной из сторон на одном конце на эту поверхность. Разница высот междунижними углами и горизонтальной поверхностью должна быть измерена напротивоположном конце трубы.
4.6 Отклонение от прямолинейности (кривизна) (e)
Отклонение от прямолинейности всей длины трубы должно быть измерено в точке максимального отклонения трубы по отношению к прямой линии,соединяющей ее концы, как это показано на рис. 9. Процент отклоненияпрямолинейности должен быть вычислен следующим образом:
4.7 Отклонение линии реза (косина реза) [а].
Отклонение линии реза (косина реза) в поперечном сечении трубы должна измеряться, как расхождение между углом 900 и углом а1, как это показано нарис. 10.





5 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
5.1 Общее положение
Трубы стальные электросварные прямошовные должны соответствовать требованиям настоящих технических условий.
Трубы изготавливаются методом электросварки токами высокой частоты без последующей термообработки продольного сварного шва.
На электросварных трубах, изготовленных в ходе непрерывного процесса, поперечные сварные швы, используемые для соединения полосового металла внепрерывную ленту для формирования трубы, в готовой продукции недопускаются. Данное требование, а также требования п. 3.9, обеспечиваются сдоверительной вероятностью 0,95.
5.2 Вид подката
Трубы производятся по:
• приложениям А1-А5 из горячекатаной, горячекатаной травленной ихолоднокатаной резаной ленты;
• приложениям В1-В3 из горячекатаной резаной ленты
из марок стали с химическим составом, соответствующим требованиям ГОСТ 380, ГОСТ 1050, ГОСТ 9045, ГОСТ 19281 (приложение С).
Примечание: Допускается изготовление труб из других марок стали по согласованию производителя с потребителем, что оговаривается приоформлении заказа (спецификации).
5.3 Трубы и сварной шов производятся без термической обработки
5.4 Тип поставки
5.4.1 Трубы круглого и профильных сечений в зависимости от назначенияпроизводятся следующих типов:
• тип А - с нормированием марки стали и химического состава, без
нормирования механическихсвойств (механические свойства
факультативны, определяются в заготовке).
• тип В - без нормирования химического состава и марки стали (марку стали
выбирает производитель, химический состав факультативен), с нормированиеммеханическихсвойствв заготовке (временное
сопротивление не менее 250 Н/мм , относительное удлинением не менее 10%);
• тип С - с нормированием марки стали, химического состава и механическихсвойств заготовки.
5.4.2 Механические свойства в трубах всех типов поставок не определяются.
5.4.3 Механические свойства заготовки для труб (тип поставки С) должнысоответствовать нормам ГОСТа для заказанной марки стали (группе
прочности, классу прочности) в соответствии с ГОСТ 16523, ГОСТ 14637, ГОСТ 17066, ГОСТ 19281, ГОСТ 1577.
5.4.4 Величина значений механических свойств принимается по документу окачестве поставщика заготовки и в трубах не испытывается.
5.4.5 Требования к трубам из других марок стали устанавливаются посогласованию производителя с потребителем, что оговаривается приоформлении заказа (спецификации).
5.5 Поверхность труб
5.5.1 Отделка наружной поверхности труб должна соответствовать процессуизготовления. На поверхности труб не допускаются трещины, плены, рваниныи закаты.
5.5.2 На трубах из горячекатаной и горячекатаной травленой резаной ленты
допускаются: отдельные незначительные забоины, окалина, следы
отслоившейся окалины, незначительная ржавчина, вмятины, следы правки, риски, рябизна и следы зачистки дефектов при условии, что они не выводятразмеры труб и толщину стенки за предельные отклонения.
5.5.3 На трубах из холоднокатаной резаной ленты допускаются: незначительнаяржавчина, вмятины, следы правки, риски, рябизна и следы зачистки дефектовпри условии, что они не выводят размеры труб и толщину стенки за предельныеотклонения
5.6. Наружный/внутренний грат
5.6.1 Наружный грат на трубах должен быть удален. В месте снятия гратадопускается утонение стенки до 0,1 мм сверх минусового допуска.
5.6.2 Внутренний грат на трубах не удаляется.
5.7 Смещение кромок
На трубах допускается смещение кромок до 10% номинальной толщины стенки.
5.8 Качество сварного шва
5.8.1 Качество сварного шва обеспечивается технологией производства иоценивается визуально. Гидравлическому испытанию трубы не подвергаются.
5.8.2 На профильных трубах сварной шов не должен заходить на зону кромки(см. рис.7).
5.9 Внутренняя полость труб не контролируется.
5.10 Расположение сварного продольного шва на трубах прямоугольного,полуовального и плоскоовального сечений.
На трубах прямоугольного, плоскоовального и полуовального сечений сварной продольный шов располагается на стороне В (меньшей) (см. рис. 3^5).
Примечание 1: По требованию потребителя (см. пункт 2), что оговаривается при оформлении заказа (спецификации), допускаетсярасположение сварного продольного шва на большей стороне.
Примечание 2: На прямоугольных трубах 20x10; 20x15; 25x10; 25x15; 30x10; 30x15; 35x15; 50x10; 90x50; 100x40; 110x50; 120x40; 120x50 и 130x50сварной продольный шов располагается только на стороне А (большей).
6 ПРАВИЛА ПРИЕМКИ И МЕТОДЫ ИСПЫТАНИЯ
6.1 Общее положение
6.1.1 Трубы принимаются партиями. Партия должна состоять из труб одногоразмера, одной плавки и одного типа поставки. Масса труб в партии должнабыть не более 25 тонн при поставках на внутренний рынок и не более 15 тоннпри поставках на экспорт.
6.1.2 Марка стали, химический состав и механические свойства материала труб(рулонной заготовки) должны быть удостоверены документом о качествепоставщика рулонной заготовки.
6.1.3 Приемка и проверка геометрических размеров производится в стадиипоставки.
6.2 Испытание на сплющивание и раздачу
6.2.1 По требованию потребителя (см. пункт 2), что оговаривается приоформлении заказа (спецификации), испытание на сплющивание проводят натрубах по сортаменту приложения А1. Для испытания отбирают по одномуобразцу от двух труб каждой партии.
6.2.2 При получении неудовлетворительных результатов испытаний хотя бы поодному образцу, проводят повторные испытания на удвоенном количествеобразцов от других труб той же партии. Результаты повторных испытанийраспространяются на всю партию.
6.2.3 Испытание на сплющивание проводят по ГОСТ 8695.
Трубы должны выдерживать испытание на сплющивание до расстояния H (рис.11.), равного:
где: D - диаметр трубы, мм;

Признаком того, что труба имеет качественный сварной шов, является отсутствие после сближения сжимаемых поверхностей до величины Н навнешней и внутренней поверхностях области сварного шва трещин илинадрывов с металлическим блеском, определяемых визуально.
6.2.4 По требованию потребителя (см. пункт 2), что оговаривается приоформлении заказа (спецификации), проводится испытание труб круглогосечения по приложению А1 на раздачу (см. рис. 12), с использованием оправокпо ГОСТ 8694. Трубы должны выдерживать испытание на раздачу не менее 7%.

Величина раздачи в процентах вычисляется по формуле:
6.3 Контроль
6.3.1 Контроль качества поверхности труб проводят визуальным осмотром.Глубнну залегания дефектов проверяют надпиловкой или иным способом.
6.3.2 Контроль наружных размеров труб проводят микрометром типа МК(ГОСТ 6507) или штангенциркулем (ГОСТ 166). Величину углового скругленияпрофиля проверяют штангенциркулем типа ШЦ-II (ГОСТ 166).
6.3.3 Контроль толщины стенки проводят микрометром типа МТ (ГОСТ 6507).
6.3.4 Контроль длины проводят рулеткой измерительной металлической типаР 3-20 (ГОСТ 7502).
6.3.5 Контроль отклонения от прямолинейности (кривизну) труб проводятструной, щупом (ТУ-2-034-225), либо линейкой металлической измерительной(ГОСТ 427).
6.3.6 Контроль косины реза, отклонения от прямоугольности профиля проводятугломером типа 4УМ (ГОСТ 5378).
6.3.7 Контроль величины скручивания профильных труб проводят наборомщупов (ТУ-2-034-225), либо линейкой металлической измерительной(ГОСТ 427).
6.3.8 Марка, химический состав и механические свойства материалапринимаются согласно сопроводительного документа о качестве на заготовку.
6.3.9 Допускается замена средств контроля и испытательного оборудованиядругими средствами, имеющими точность не менее чем точность,предусмотренная вышеперечисленной нормативно - техническойдокументацией.
7 УВЯЗКА, УПАКОВКА, МАРКИРОВКА И ТРАНСПОРТИРОВАНИЕ
7.1 Увязка пакетов
7.1.1 Трубы, сортамент по приложению А1-А5, поставляются пакетами,увязанными не менее чем в четырех местах упаковочной лентой в «замок».Пакеты снабжаются хомутами для заведения чалочных приспособлений привыполнении операций погрузки / выгрузки.
Примечание: по согласованию, что указывается в спецификации (заказе), возможны другие способы увязки пакетов труб, в т.ч. катанкой (проволокой).
Увязочный материал не является чалочным приспособлением и не предназначен для осуществления погрузки/выгрузки готовой продукции.
7.1.2 Трубы круглые, сортамент по приложению В1, поставляются пакетамиувязанными катанкой, в соответствии со схемами по ГОСТ 10692, но не менеечем в трех местах и не менее чем в два витка в поперечном направлении.
Примечание: по согласованию, что указывается в заказе (спецификации), возможны другие способы увязки пакетов труб.
7.1.3 Трубы профильные, сортамент по приложению В2-В3, поставляютсяпакетами увязанными не менее чем в четырех местах упаковочной лентой в«замок».
Примечание: по согласованию, что указывается в заказе (спецификации), возможны другие способы увязки пакетов труб.
7.1.4 Максимальная масса пакета труб по сортаментам А1-А5 не более 3 тонн.Максимальная масса пакета труб по сортаментам В1-В3 не более 10 тонн.
7.2 Упаковка
Трубы из холоднокатаного металла упаковываются в металлические короба.
Примечание: По согласованию изготовителя с потребителем (см. пункт 2), что оговаривается при оформлении заказа (спецификации), допускаетсяупаковка трубы из горячекатаного травленого и горячекатаного металла,сортамент по приложению А1-А5, в металлические короба.
7.3 Маркировка
Каждый пакет снабжается биркой с указанием:
- номера ТУ;
- размера труб;
- тип поставки;
- марки стали (тип поставки А, С);
- номера плавки (тип поставки А, С);
- номера пакета;
- массы;
- общей длины труб (по требованию потребителя);
- количества штук в пакете (по требованию потребителя);
- наименование или товарный знак предприятия - изготовителя.
7.4 Консервация
По согласованию потребителя с изготовителем (см. пункт 2), что оговаривается при оформлении заказа (спецификации), трубы сортамента поприложению А1^А5 подвергаются консервации, предохраняющей от коррозии,способом и средствами, установленными изготовителем.
7.5 Копия сертификата качества прикладывается к железнодорожнойнакладной
Приложение А1
Трубы стальные электросварные круглого сечения
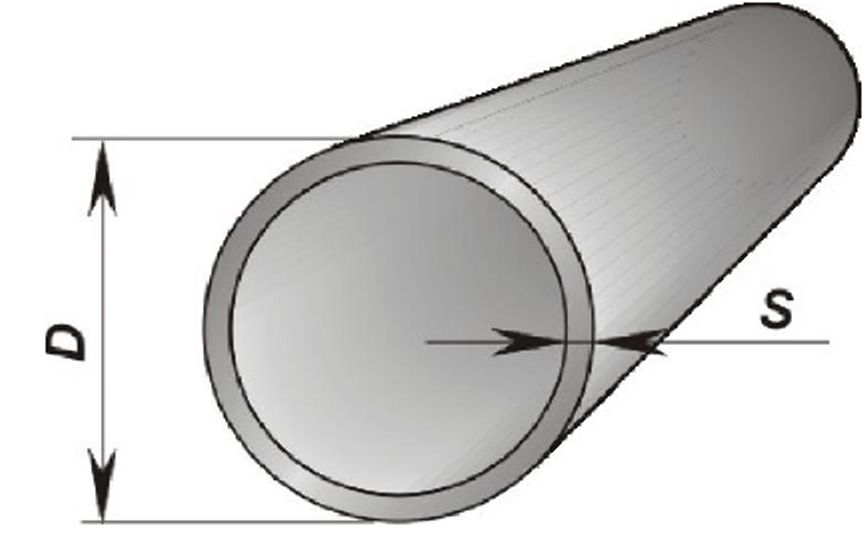
Таблица 4. Трубы из холоднокатаной резаной ленты

Продолжение таблицы 4

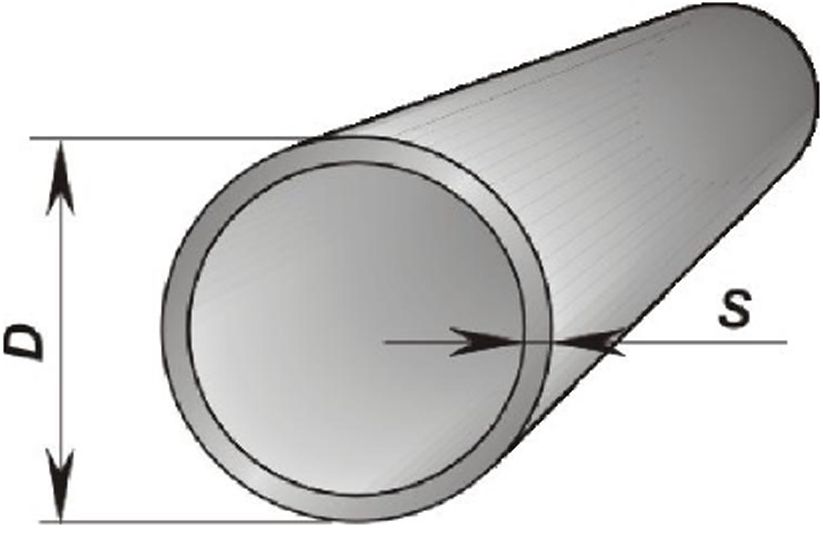
Таблица 5. Трубы из горячекатаной травленой резаной ленты

Продолжение таблицы 5.
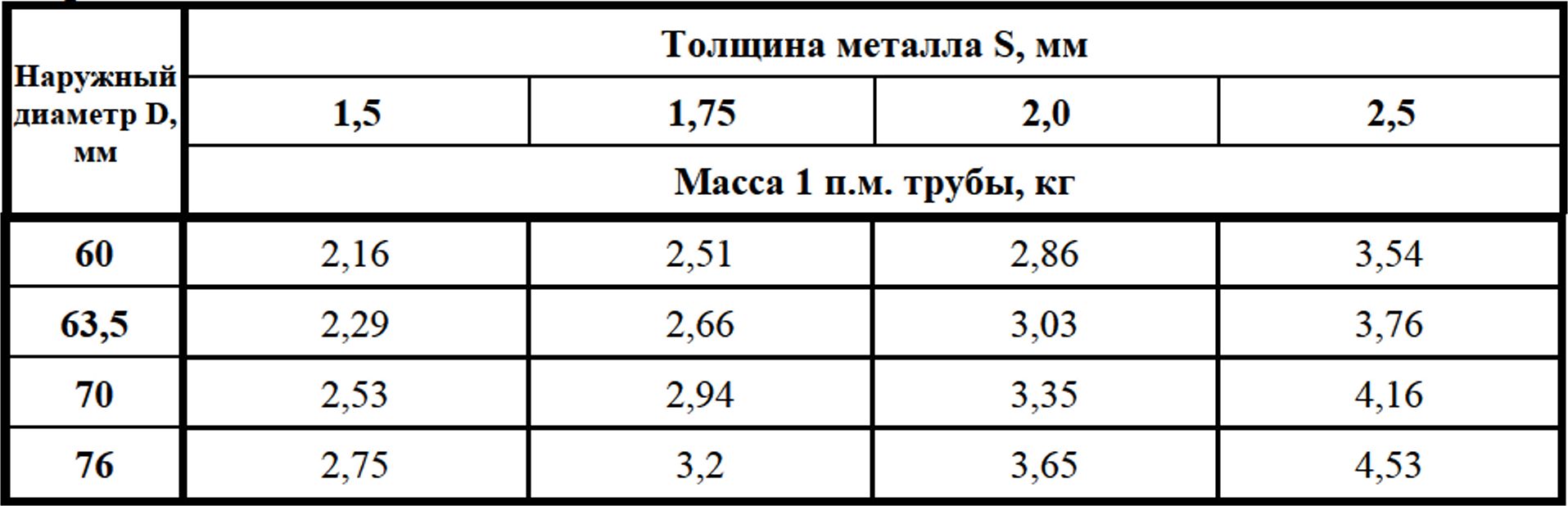
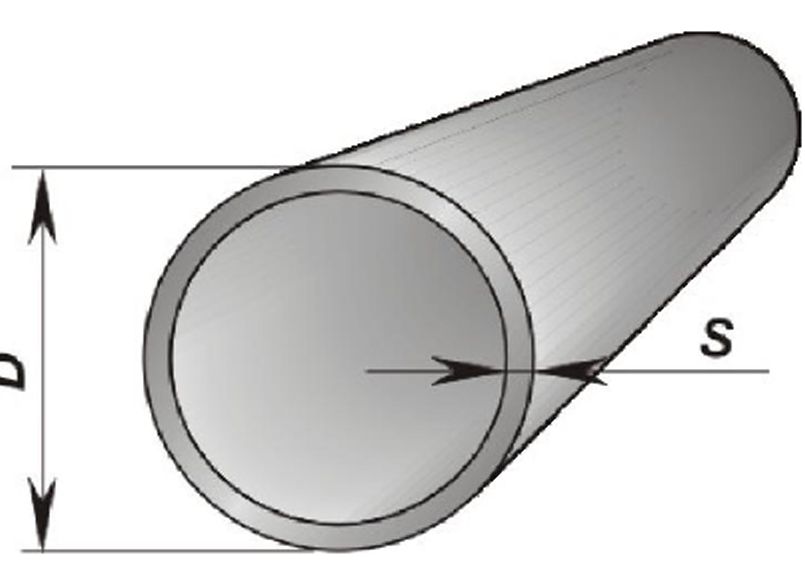
Таблица 6. Трубы из горячекатаной резаной ленты

Приложение А2
Трубы стальные электросварные квадратного сечения
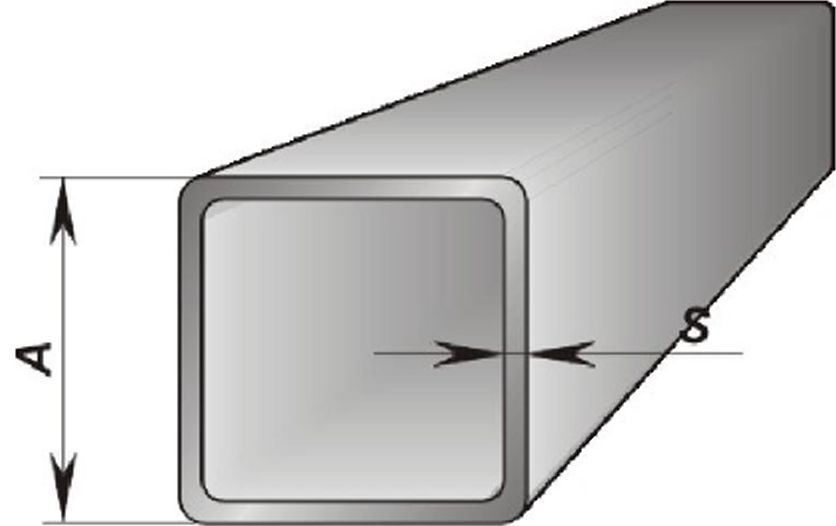
Таблица 7. Трубы из холоднокатаной резаной ленты

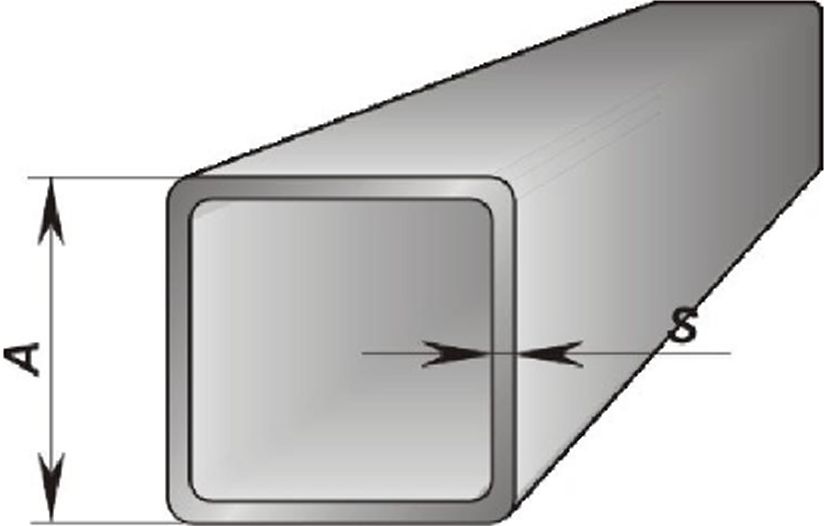
Таблица 8. Трубы из горячекатаной травленой резаной ленты
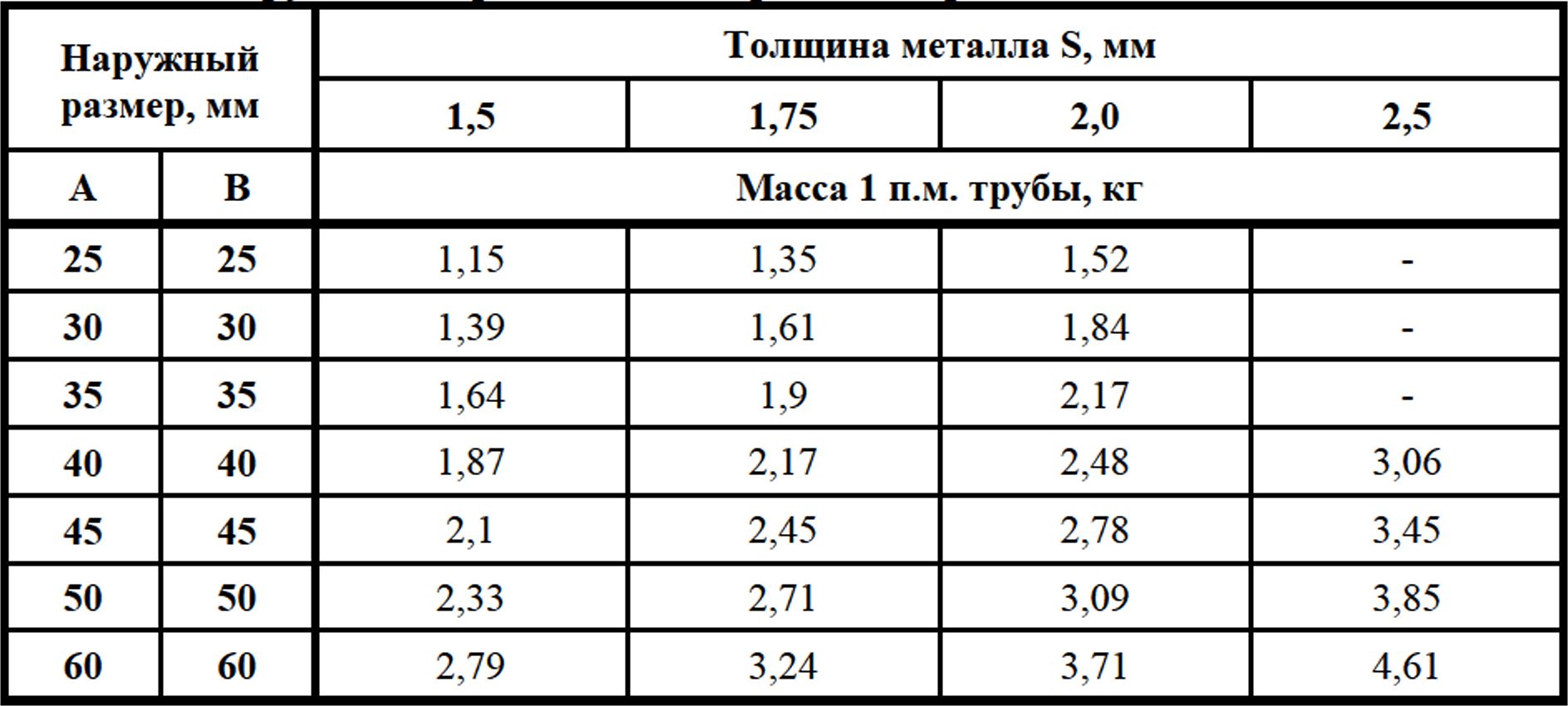
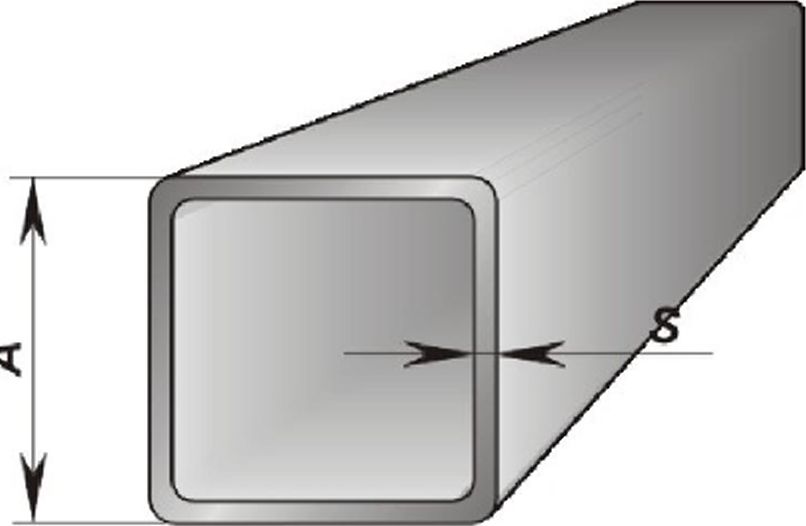
Таблица 9. Трубы из горячекатаной резаной ленты

Приложение АЗ
Трубы стальные электросварные прямоугольного сечения
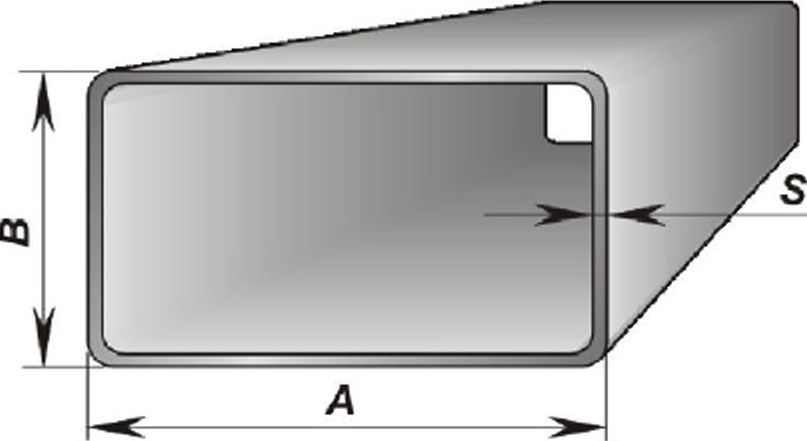
Таблица 10. Трубы из холоднокатаной резаной ленты

Продолжение таблицы 10

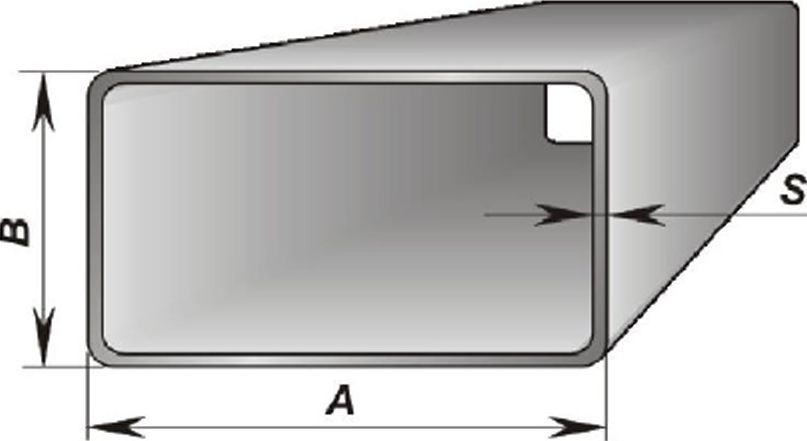
Таблица 11. Трубы из горячекатаной травленой резаной ленты

Продолжение таблицы 11

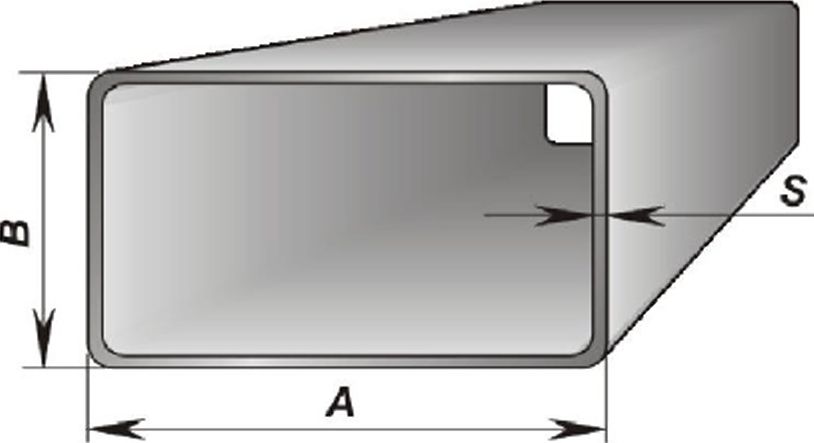
Таблица 12. Трубы из горячекатаной резаной ленты

Приложение А4
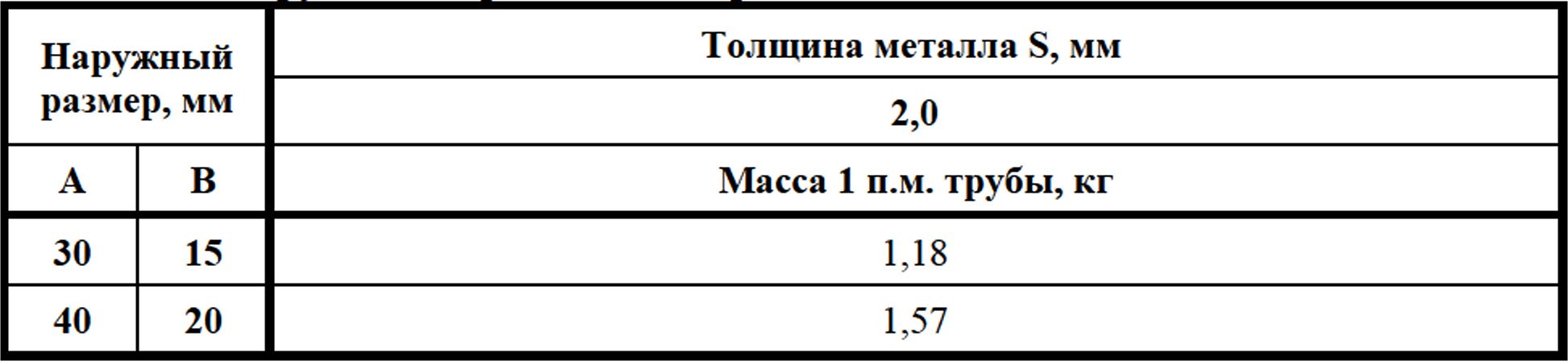
Трубы стальные электросварные плоскоовального сечения.
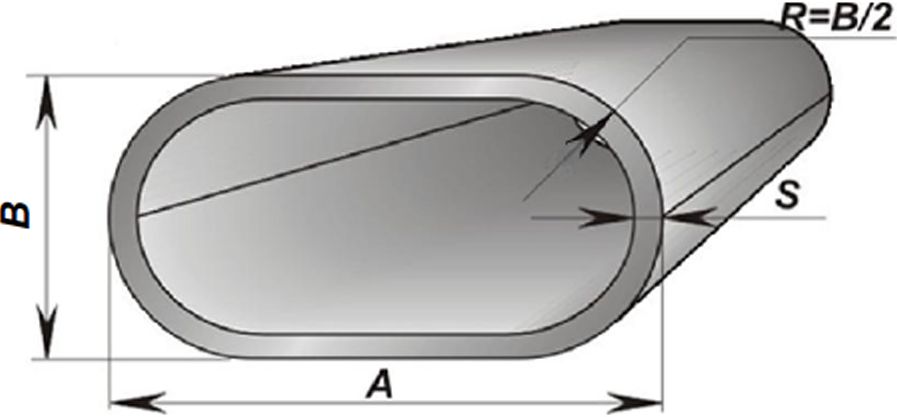
Таблица 13. Трубы из холоднокатаной резаной ленты
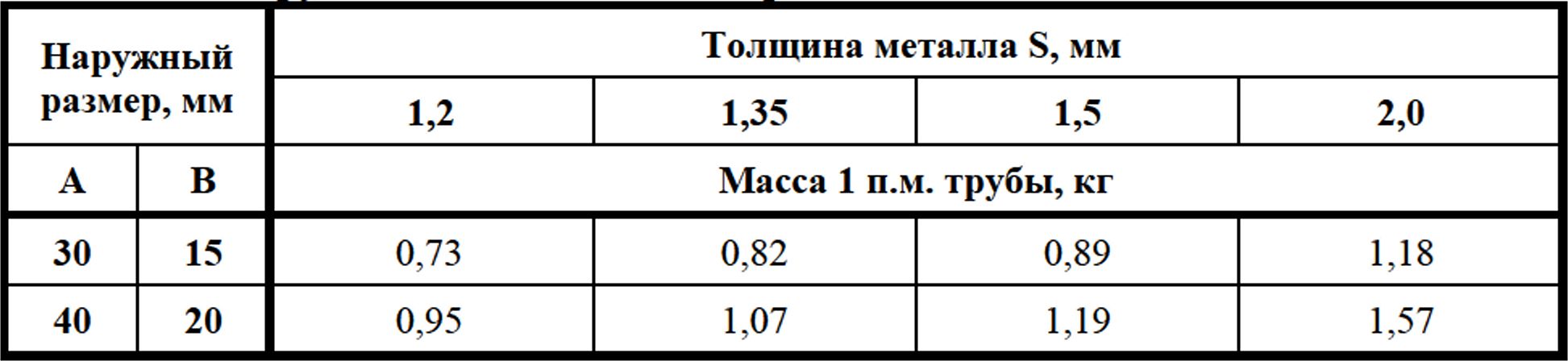
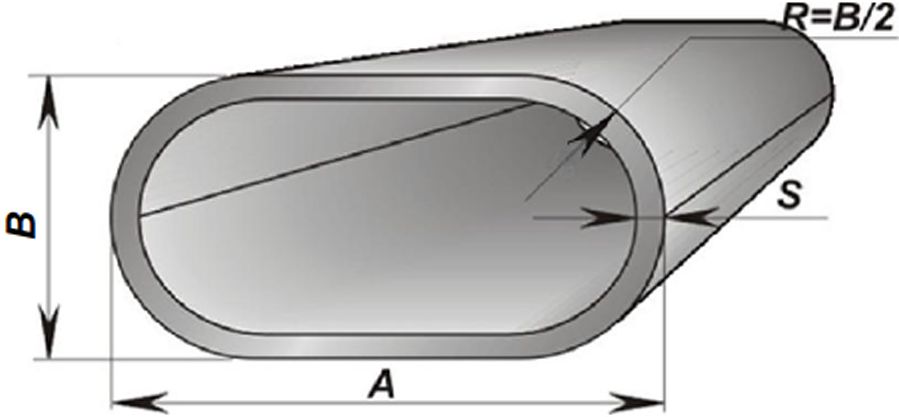
Таблица 14. Трубы из горячекатаной травленой резаной ленты
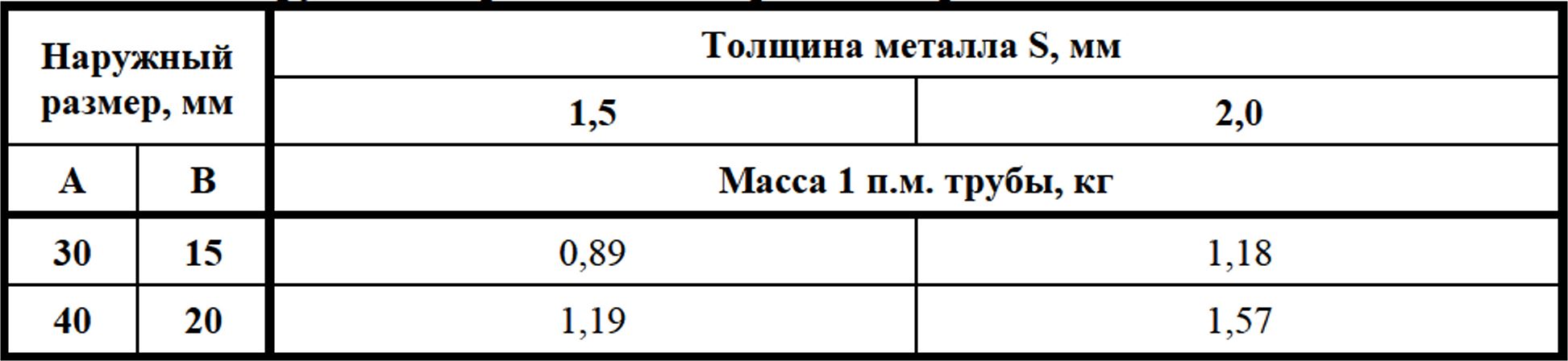

Таблица 15. Трубы из горячекатаной резаной ленты
Приложение А5
Трубы стальные электросварные полуовального сечения.

Таблица 16. Трубы из холоднокатаной резаной ленты
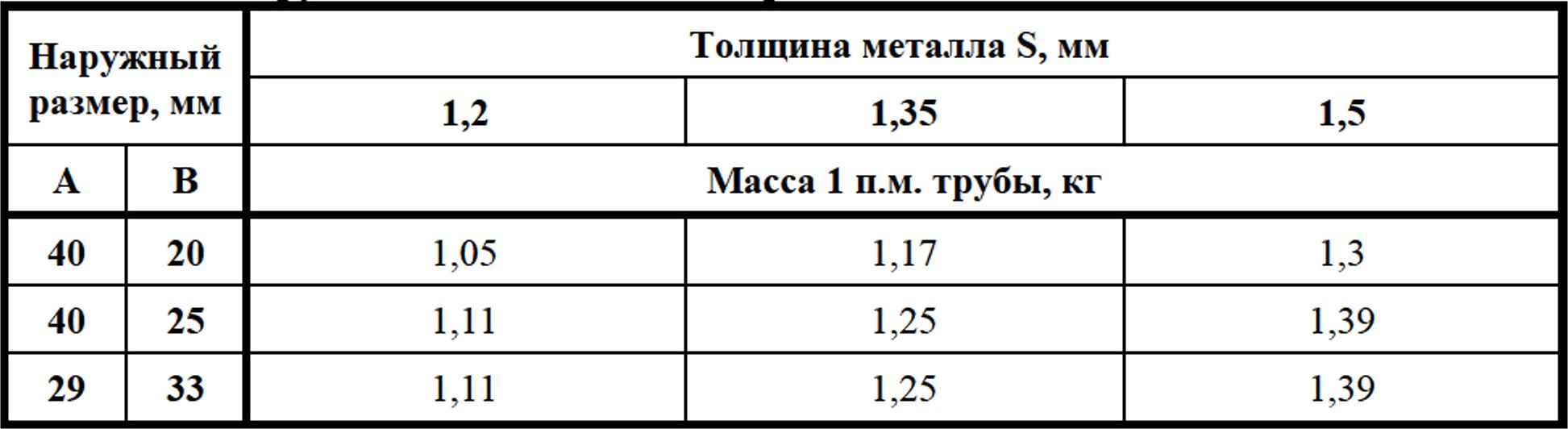

Таблица 17. Трубы из горячекатаной травленой резаной ленты
Приложение В1
Трубы стальные электросварные круглого сечения
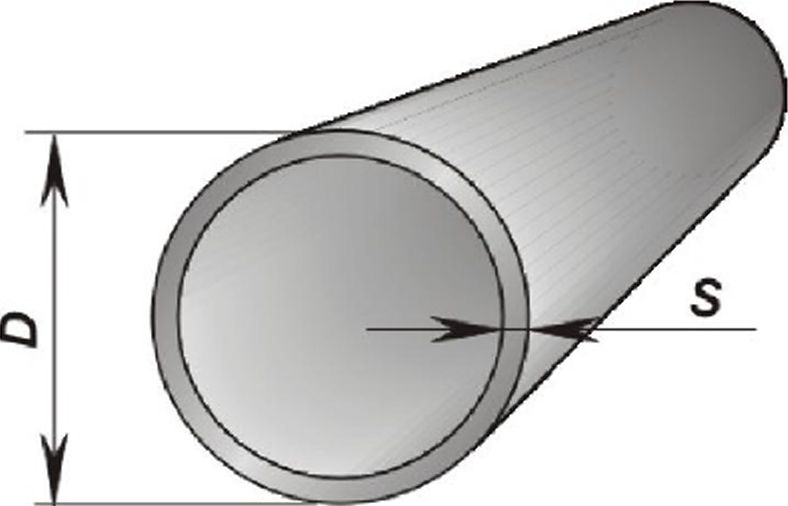
Таблица 18. Трубы из горячекатаной резаной ленты

Приложение В2
Трубы стальные электросварные квадратного сечения
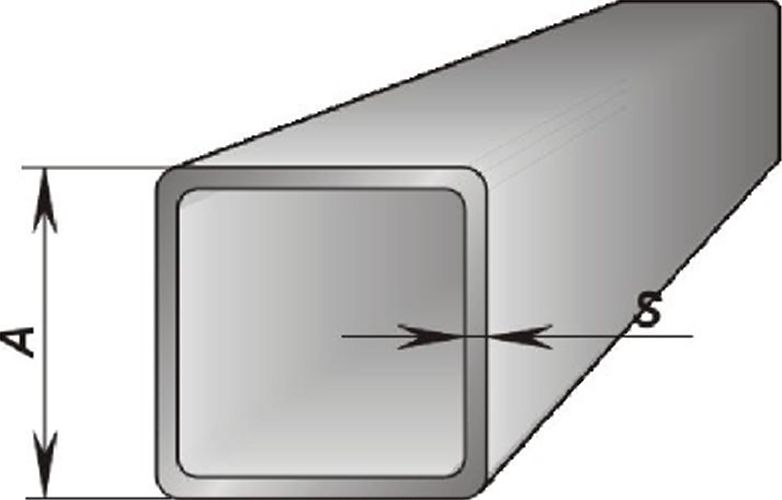
Таблица 19. Трубы из горячекатаной резаной ленты
Приложение ВЗ
Трубы стальные электросварные прямоугольного сечения
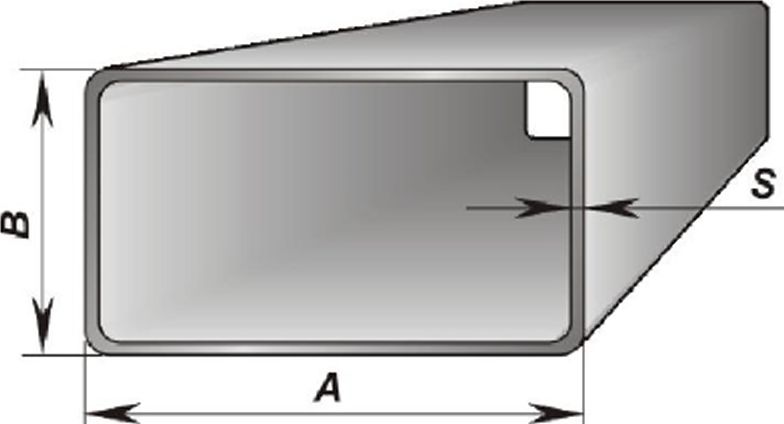
Таблица 20. Трубы из горячекатаной резаной ленты

Приложение С справочное
Используемые марки стали, требования к химическому составу, группе (классу) прочности и механическим свойствам.
Таблица 21

Приложение D
Перечень документов, на которые имеются ссылки в технических условиях
|
ГОСТ 9045-80 |
Прокат тонколистовой холоднокатаный из низкоуглеродистой качественной стали для холоднойштамповки. Технические условия. |
|
ГОСТ 1050-88 |
Прокат сортовой калиброванный, со специальной отделкой поверхности из углеродистой качественнойконструкционной стали. Общие технические условия. |
|
ГОСТ 14637-89 |
Прокат толстолистовой из углеродистой стали обыкновенного качества. Технические условия |
|
ГОСТ 19281 |
Прокат из стали повышенной прочности. Общие технические условия |
|
ГОСТ 6507-90 |
Микрометры с ценой деления 0,01 мм. Технические условия. |
|
ГОСТ 7502-98 |
Рулетки измерительные металлические. Технические условия. |
|
ТУ 2-034-225-87 |
Щупы. Технические условия. |
|
ГОСТ 5378-88 |
Угломеры с нониусом. Технические условия. |
|
ГОСТ 166-89 |
Штангенциркули. Технические условия. |
|
ГОСТ 380-88 |
Сталь углеродистая обыкновенного качества |
|
ОСТ 14-1-184-86 |
Неразрушающий магнитный метод контроля механических свойств проката и труб. |
|
ОРД 14-5-1-89 |
Отраслевая система управления качеством продукции черной металлургии. Статистический контрольметаллопродукции по корреляционной связи междупараметрами. |
|
ГОСТ 8695-75 |
Трубы. Метод испытания на сплющивание. |
|
ГОСТ 8694-75 |
Трубы. Метод испытания на раздачу. |
|
ГОСТ 10692-80 |
Трубы стальные, чугунные и соединительные части к ним. Приемка, маркировка, упаковка, транспортировка ихранение. |
|
ГОСТ 1577 |
Прокат толстолистовой и широкополосный из конструкционной качественной стали |